
Triboloji, sürtünme, aşınma ve yağlama konularını inceleyen bilim ve teknoloji dalıdır. Triboloji sözcüğü eski Yunan dilindeki τριβο (tribo) "sürtünme" ile λόγος (logos) "prensip veya mantık" kelimelerinden türetilmiştir.

Dünya'nın iç yapısı: bir dış silikat katı kabuk, oldukça viskoz bir astenosfer ve manto, mantodan çok daha az viskoz olan sıvı bir dış çekirdek ve katı bir iç çekirdek olmak üzere küresel kabuklarda katmanlıdır. Dünya'nın iç yapısının bilimsel olarak anlaşılması, topografya ve batimetri gözlemlerine, dışa doğru kaya gözlemlerine, volkanlar veya volkanik aktiviteyle yüzeye getirilen örneklere, Dünya'dan geçen sismik dalgaların analizine, Dünya'nın yerçekimi ve manyetik alanlarına, Dünya'nın derin iç kısmının karakteristiği basınç ve sıcaklıklardaki kristal katılarla deneyler.

Plastik enjeksiyon, temelde kapalı bir kalıbın içine plastik malzemenin eriyik sıcaklığının üstündeki bir sıcaklık aralığında yüksek hızda yolluk girişinden kalıp gözüne hızlı bir şekilde enjekte edilmesi sonrası, ütüleme fazı ve tutma fazı ile parçanın boyut ve görsel toleranslarının kabul edilebilir seviyeye getirdikten sonra plastiğin kalıptan çıkma sıcaklığının altına getirilerek kalıptan çıkarılması prensibine dayanan bir plastik parça imalat yöntemidir. Seri üretime uygun olması sebebiyle, birçok sektörde oldukça fazla kullanılan bir üretim yöntemidir. Bu metot ile en küçük komponentlerden, otomotiv, savunma sanayi ürünlerine kadar çok çeşitli ebat ve kategorilerde plastik parçalar imal edilebilir.

Aşınma, birbirine temas eden ve birbirine göre izafi hareket yapan cisimlerden sürtünme etkisiyle oluşan malzeme ve kütle kaybıdır. Aşınma Triboloji biliminin bir konusudur.

Pompa, genelde elektrik enerjisini hidrolik enerjiye çevirerek sıvıları veya bazen çamur gibi bulamaçları, mekanik güçle hareket ettiren makinadır.

Kanat, uçma veya hareket etme amacıyla kullanılan ve genellikle kuşlar, böcekler veya uçaklar gibi hayvanlar veya araçlar tarafından kullanılan bir yapıdır. Kanatlar, aerodinamik prensiplere dayalı olarak tasarlanmış ve şekillendirilmiştir, böylece hava akışını kontrol ederek uçuş veya hareket sağlayabilirler. Kanat belli bir evrimsel ve biyolojik süreç sonrası oluşabilmesinin yanı sıra beşeri olarak da modellenebilip uçmak veya bir sıvı içerisinde hareket sağlamak için de özelleştirilebilmektedir.

Debriyaj, motorla vites kutusu arasındaki irtibatı keserek vites değiştirme olanağı sağlayan güç aktarma organlarından biridir.

Kaynak, malzemeleri, genellikle metalleri veya termoplastikleri, esas olarak parçaları birbirine eritmek ve soğumalarını sağlamak için yüksek sıcaklık kullanarak birleştiren bir üretim sürecidir ve füzyona neden olur. Yaygın alternatif yöntemler arasında, ısı olmadan bağlanan malzemeleri eritmek için kimyasallar kullanan çözücü kaynak (termoplastikler) ve basınç, soğuk kaynak ve difüzyon bağlama gibi erimeden bağlanan katı hal kaynak işlemleri vardır.
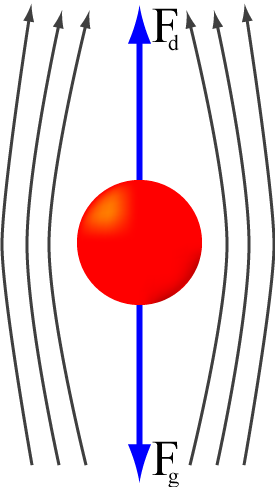
Sürükleme; akışkanlar mekaniğinde bir cismin, bir akışkan içindeki hareketine gösterdiği direnç. Sürükleme İngilizce drag sözcüğüne atfen "D" harfi ile gösterilir.

Adhezyon aşınması veya adhezif aşınma, yapışma, ovalanma ve kavrama olarak da bilinen, birbirine temas eden cisimlerin temas yüzeylerinin, bir normal kuvvet etkisi altında izafi hareket yapmaları sırasında görülebilen bir aşınma türüdür.
Hidrosiklon katı partikülleri yoğunluk ya da boyut farklarından yararlanarak sınıflandırmak veya bir sıvıdan ayırmak amacıyla kullanılan bir aygıttır. Bununla birlikte, farklı yoğunluktaki sıvıları birbirlerinden ayırmak için de kullanılır.

Kiral terimi, kendisinin rotasyonla elde edilemeyen bir ayna görüntüsünü oluşturabilen veya bu ayna görüntüsüne sahip olan cisimleri, özellikle molekülleri tanımlamak için kullanılır. Kimyada bu moleküllere enantiyomer veya enantiyomerizm veya kiralite özelliği gösterir denir. Kiral sözcüğü, kendisi de sağ ve sol arasında ayna görüntüsüne sahip olduğundan, insan elinden gelmektedir. Parmakların karşılıklı duruşlarından dolayı, 2 eli çevirerek tam olarak üst üste getirmek mümkün değildir. Sarmallar, kiral ortamlar, kiralite özellikleri, ve simetri kavramlarının tamamı sağ ve sol el sistemiyle(ellilik) ilgilidir.

Koni Penetrasyon Deneyi (CPT) zeminin geoteknik mühendislik özelliklerini belirleme ve zemin stratigrafisini resmetmede kullanılan bir yöntemdir. İlk olarak 1950'li yıllarda yumuşak zeminleri araştırmak için Delft'te bulunan Zemin Mekaniği için Hollanda Laboratuvarında geliştirildi. Bu hikâyesinden dolayı Hollanda Koni Testi olarak da anılmaktadır. Günümüzde CPT en çok kullanılan ve tüm dünyaca kabul gören bir yöntemdir.

Ekstrüzyon, enine kesitsel bir profil nesneleri oluşturmak için kullanılan bir süreçtir. Bir malzeme, arzu edilen bir kesitin bir kalıbı boyunca itilir. Basma gerilmeleri ile malzemenin sıkıştırılması ve bir kalıptan o kalıbın şeklini alarak akmaya zorlanması ile gerçekleştirilen şekillendirme işlemidir. Bu sürecin diğer imalat süreçleri üzerindeki iki ana avantajı, çok karmaşık enine kesit oluşturma yeteneği ve basınçlı ve kayma gerilmeleri ile karşılaşan materyallerin kırılgan olmasıdır.

Döküm, metal işçiliği ve mücevher yapımında, sıvı bir metalin amaçlanan şeklin negatif bir izlenimini içeren bir kalıba döküldüğü ve metalurji ve malzeme mühendisliğinin doğrudan iş kolu olan oldukça önemli bir prosestir. Metal, havşa adı verilen içi boş bir kanaldan kalıba dökülür. Daha sonra metal ve kalıp soğutulur ve metal kısım (döküm) çıkarılır. Döküm genellikle diğer yöntemlerle yapılması zor veya ekonomik olmayan karmaşık geometriler üretmek için kullanılır.

Sürtünmeli delme sürtünmeden kaynaklanan ısı yardımıyla malzemenin delinecek delik merkezinden dışa doğru itilerek metalde delik açma yöntemidir. İşlem aynı zamanda termal delme,form delme olarak da adlandırılır.
Plastik kaynak, yarı bitmiş plastik malzemeler için kaynaktır ve ISO 472'de, malzemelerin yumuşatılmış yüzeylerini genellikle ısı yardımıyla birleştirme işlemi olarak tanımlanır. Termoplastiklerin kaynağı yüzey hazırlığı, ısı ve basınç uygulaması ve soğutma olmak üzere üç ardışık aşamada gerçekleştirilir. Yarı mamul plastik malzemelerin birleştirilmesi için çok sayıda kaynak yöntemi geliştirilmiştir.

Punta kaynağı elektrik akımına dirençten elde edilen ısıyla birbirine temas eden metal yüzey noktalarının birleştirildiği sac metal ürünlerine kaynak yapmakta kullanılan bir elektrikli direnç kaynağı türüdür.

Lazer ışını kaynağı (LIK), bir lazer kullanılarak metal veya termoplastik parçaları birleştirmek için kullanılan bir kaynak tekniğidir. Kiriş, dar, derin kaynaklara ve yüksek kaynak oranlarına izin veren konsantre bir ısı kaynağı sağlamaktadır. Süreç, otomotiv endüstrisinde olduğu gibi otomasyon kullanan yüksek hacimli uygulamalarda sıklıkla kullanılmaktadır. Anahtar deliği veya penetrasyon modu kaynağına dayanmaktadır.
Soğuk kaynak veya temas kaynağı, kaynaklanacak iki parçanın ara yüzüyinde erime veya ısıtma olmadan birleştirmenin gerçekleştiği bir katı hal kaynak işlemidir. Erime kaynağından farklı olarak, bağlantıda sıvı veya erimiş faz bulunmaz.
