Rockwell sertliği

Rockwell sertlik deneyi, bir malzemenin batma derinliğine dayanan birimsiz bir sertlik ölçeği olup en yaygın olarak kullanılan sertlik ölçeğidir. Batıcı uç olarak; bilye uç veya çok sert malzemelerin ölçümünde kullanılan 120° uç açılı elmas koni batıcı uç ile sertlik ölçülür. Rockwell testinde, numuneye önce bir ön yük uygulanır ardından ana yük uygulanır ve yükü serbest bıraktıktan sonra batma derinliği ölçülür. Kullanılan batıcı ucun türü HRA, HRB, HRC, vb. skalalarla kaydedilen birimsiz bir sayıdır ve son harf ilgili Rockwell ölçeğidir.
Tarihçe
1908'de Viyanalı bir profesör olan Paul Ludwik tarafından bir fikir olarak tasarlanmasına rağmen, Rockwell sertlik testi, Amerika'da olan Bristol Connecticut'taki bir üretim şirketlerinden çalışan Stanley P. Rockwell ve Hugh M. Rockwell kardeşlerin, derinlik ölçmeye dayalı konik bir elmas batıcı uç testi kullanma fikrini genişletmesiyle ve Rockwell test cihazı tasarımı için patent başvurusunda bulunduğu 1914 yılında ticari önem kazandı. Bu test cihazının temel kriteri, ısıl işlemin çelik rulman ırkları üzerindeki etkilerini belirlemek için hızlı bir yöntem sağlamaktı. Rockwell'in en güçlü yönlerinden biri, ihtiyaç duyulan küçük girinti alanıydı. Ayrıca, hesaplamalara veya ikincil ölçümlere gerek kalmadan okumalar doğrudan olduğu için kullanımı çok daha kolaydır. Patent başvurusu 11 Şubat 1919'da onaylandı ve daha sonra 1924'te daha gelişmiş bir tasarım patenti verildi.[1]
Rockwell Sertlik testi
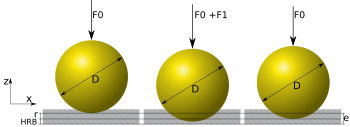
Bir malzemenin Rockwell sertliğinin belirlenmesi, ön yükün ve ardından ana yükün uygulanmasını içerir. ön yük sıfır konumunu oluşturur. Ana yük uygulanır, daha sonra ikincil yük korunurken çıkarılır. Sıfır verisinden penetrasyon derinliği, üzerinde daha sert bir malzemenin daha düşük bir ölçüm sağladığı bir kadranla ölçülür. Yani, penetrasyon derinliği ve sertliği ters orantılıdır. Rockwell sertliğinin başlıca avantajı, sertlik değerlerini doğrudan gösterme yeteneğidir.
Rockwell testi, yapılan küçük girintiye dayanarak sertliği ölçmek için herhangi bir optik ekipman kullanmadığı için çok uygun maliyetlidir, bunun yerine numunedeki girintiyi ölçmek için makine içinde tüm hesaplamalar yapılır ve bir kez verildikten sonra okunması ve anlaşılması kolay bir şekilde net bir sonuç sağlar. Bu aynı zamanda testten önce ve sonra numuneye yapılması gereken herhangi bir yeniden işleme veya son işlem yapılmasını da önler. Bununla birlikte, testlerden yapılan en küçük girintiler potansiyel olarak sertlikte yanlış ölçümlere neden olabileceğinden ve felakete yol açabileceğinden, numuneleri iki kez kontrol etmek çok önemlidir. Zamanla, Rockwell ölçeğindeki indenter de yanlış hale gelebilir ve doğru ve hassas sertlik ölçümleri sağlamak için değiştirilmesi gerekebilir. Rockwell Sertliği denklemi;burada "d" mm cinsinden derinliktir (sıfır yük noktasından) ve N ve h, kullanılan testin ölçeğine bağlı olan ölçek faktörleridir. Genellikle mühendislik ve metalurjide kullanılır. Ticari popülaritesi hızı, güvenilirliği, sağlamlığı, çözünürlüğü ve küçük girinti alanından kaynaklanmaktadır.

Eski Rockwell sertlik test cihazlarının çalışma adımları:
- Ön yük kuvveti yüklenir: Rockwell sertlik testi başlangıç test kuvveti 10 kgf'dir (98 N; 22 lbf); yüzeysel Rockwell sertlik testi başlangıç test kuvveti 3 kgf'dir (29 N; 6.6 lbf).
- Majör (ana) yük yüklenir.
- Ana yük, penetrasyonun durması için yeterli bir "bekleme süresi" için bırakılır.
- Yük serbest bırakılır ve sıfır yük noktasından izin derinliği ölçülür. Rockwell değeri genellikle bir kadranda veya ekranda otomatik olarak görüntülenir.
Güvenilir bir okuma elde etmek için, test parçasının kalınlığı, girintinin derinliğinin en az 10 katı olmalıdır. Ayrıca, dışbükey yüzeyler daha düşük okumalar verdiği için okumalar düz bir dik yüzeyden alınmalıdır. Dışbükey bir yüzeyin sertliği ölçülecekse bir düzeltme faktörü kullanılabilir.
Skala ve Değerler
En yaygın kullanılanı "B" ve "C" ölçekleri olmak üzere birkaç alternatif ölçek daha vardır. Her ikisi de sertliği birimsiz bir sayı olarak ifade eder.
| Ölçek | Kısaltma§ | Ana yük* (kgf) | Batıcı uç | Kullanıldığı malzemeler | N | h |
|---|---|---|---|---|---|---|
| A | HRA | 60 | sferokonik elmas† | Semmente karbür, ince çelik, sığ kasada sertleştirilmiş çelik | 100 | 500 |
| B | HRB | 100 | 1⁄16 in (1,59 mm) bilye | Bakır alaşımları, yumuşak çelikler, alüminyum alaşımları, dövme demir | 130 | 500 |
| C | HRC | 150 | sferokonik elmas† | Çelik, sert dökme demirler, perlitik dövme demir, titanyum, derin yüzey sertleştirilmiş çelik, 100 HRB'den daha sert diğer malzemeler | 100 | 500 |
| D | HRD | 100 | sferokonik elmas† | İnce çelik ve orta yüzey sertleştirilmiş çelik ve perlitik dövme demir | 100 | 500 |
| E | HRE | 100 | 1⁄8 in (3,18 mm) bilye | Dökme demir, alüminyum ve magnezyum alaşımları, rulman metalleri, termoset plastikler | 130 | 500 |
| F | HRF | 60 | 1⁄16 in (1,59 mm) bilye | Tavlanmış bakır alaşımı, ince yumuşak sac metaller | 130 | 500 |
| G | HRG | 150 | 1⁄16 in (1,59 mm) bilye | Fosforlu bronz, berilyumlu bakır, dövülebilir demirler. | 130 | 500 |
| H | HRH | 60 | 1⁄8 in (3,18 mm) bilye | Alüminyum, Çinko, Kurşun[5] | 130 | 500 |
| K | HRK | 150 | 1⁄8 in (3,18 mm) bilye | Rulman alaşımı, kalay, sert plastik malzemeler[5] | 130 | 500 |
| L | HRL | 60 | 1⁄4 in (6,35 mm) bilye | Rulman metalleri ve diğer çok yumuşak veya ince malzemeler. | 130 | 500 |
| M | HRM | 100 | 1⁄4 in (6,35 mm) bilye | Termoplastikler, yatak metalleri ve diğer çok yumuşak veya ince malzemeler | 130 | 500 |
| P | HRP | 150 | 1⁄4 in (6,35 mm) bilye | Rulman metalleri ve diğer çok yumuşak veya ince malzemeler | 130 | 500 |
| R | HRR | 60 | 1⁄2 in (12,70 mm) bilye | Termoplastikler, rulman metalleri ve diğer çok yumuşak veya ince malzemeler | 130 | 500 |
| S | HRS | 100 | 1⁄2 in (12,70 mm) bilye | Rulman metalleri ve diğer çok yumuşak veya ince malzemeler | 130 | 500 |
| V | HRV | 150 | 1⁄2 in (12,70 mm) bilye | Rulman metalleri ve diğer çok yumuşak veya ince malzemeler | 130 | 500 |
| 15T, 30T, 45T | 15, 30, 45 | 1⁄16 in (1,59 mm) bilye | Yüzeysel: yumuşak kaplamalar için | 100 | 1000 | |
| 15N, 30N, 45N | 15, 30, 45 | sferokonik elmas† | Yüzeysel: sertleştirilmiş malzemeler için | 100 | 1000 | |
| *Rockwell sertliği için ön yükleme değeri 10kgf, Yüzeysel Rockwell sertliği için ön yükleme değeri 3 kgf'dir | ||||||
| †Sferokonik elmas Brale indenter olarak da adlandırılır, 120 ° ± 0.35 ° dahil açı ve 0.200 ± 0.010 mm'lik bir uç yarıçapı konik bir elmas ile yapılır. | ||||||
| §Rockwell numarası, kısaltmaları takip eden ve "-" (ör. 30N-25) ile ayrılan "Yüzeysel ölçekler" haricinde ölçek kısaltmalarından önce gelir (ör. 60 HRC). | ||||||
- İnce malzemelerin A623'e uygun olarak test edilmesi dışında, çelik indenter bilyaları, değişen çaplarda tungsten karbür bilyalarla değiştirilmiştir. Bir bilye indenter kullanıldığında, bir tungsten karbür topunun kullanıldığını belirtmek için "W" harfi kullanılır ve "S" harfi çelik bir topun kullanımını gösterir. Örneğin: 70 HRBW, bir tungsten karbür girinti kullanılarak Rockwell B ölçeğinde okumanın 70 olduğunu gösterir.
Yüzeysel Rockwell testleri, kırılgan ve çok ince malzemeler üzerinde daha düşük yükler ve daha sığ izlenimler kullanır. 45N ölçeği, elmas koni şeklindeki Brale girintisi üzerinde 45 kgf'lik bir yük kullanır ve yoğun seramiklerde kullanılabilir. 15T kantar, 15⁄1 inç çapında (16,1 mm) sertleştirilmiş çelik bilye üzerinde 588 kgf'lik bir yük kullanır ve sac levha üzerinde kullanılabilir.
B ve C ölçekleri örtüşür, öyle ki HRC 20'nin altındaki okumalar ile HRB 100'ün üzerindekiler, genellikle güvenilmez olarak kabul edilir, alınması veya belirtilmesi gerekmez.
Tipik değerler şunları içerir:
- Çok sert çelik (örneğin keskiler, kaliteli keski bıçakları): HRC 55–66 (M2, W2, O1, CPM-M4 ve D2 gibi Sertleştirilmiş Yüksek Hızlı Karbon ve Takım Çeliklerinin yanı sıra CPM-S30V, CPM-154, ZDP-189 gibi yeni toz metalurjisi Paslanmaz Çeliklerinin çoğu. Hitachi'nin geliştirdiği HAP68 gibi HRC'yi 70-72'in üzerinde tutan alaşımlar vardır. Bunlar son derece zor, ama aynı zamanda biraz kırılgan.)
- Eksenler: HRC 45–55 hakkında
- Pirinç: HRB 55 (Düşük pirinç, UNS C24000, H01 Temper) ila HRB 93 (kartuş pirinç, UNS C26000 (260 pirinç), H10 temper)
Kapsamlı A ölçeği de dahil olmak üzere diğer birçok test, özel uygulamalar için kullanılır. Sertleştirilmiş numuneleri ölçmek için özel ölçekler vardır.
Standartlar
- Uluslararası (ISO)
- ISO 6508-1: Metallic materials—Rockwell hardness test—Part 1: Test method (scales A, B, C, D, E, F, G, H, K, N, T)
- ISO 6508-2: Metallic materials—Rockwell hardness test—Part 2: Verification and calibration of testing machines and indenters
- ISO 6508-3: Metallic materials—Rockwell hardness test—Part 3: Calibration of reference blocks
- ISO 2039-2: Plastics—Determination of hardness—Part 2: Rockwell hardness
- ABD (ASTM International)
- ASTM E18: Standard methods for Rockwell hardness and Rockwell superficial hardness of metallic materials
Diğer sertlik testleri
- Brinell sertlik deneyi
- Vickers sertlik deneyi
- Knoop sertlik deneyi
Kaynakça
- ^ "History Of Hardness Testing". 11 Temmuz 2023 tarihinde kaynağından arşivlendi.
- ^ Smith, William F.; Hashemi, Javad (2001), Foundations of Material Science and Engineering (4.4 isbn = 0-07-295358-6 bas.), McGraw-Hill, s. 229
- ^ Sundararajan, G.; Roy, M. (2001). Encyclopedia of Materials: Science and Technology. Hardness Testing: Elsevier Ltd. ss. 3728-3736. ISBN 978-0-08-043152-9.
- ^ Broitman, Esteban (2017). "Indentation Hardness Measurements at Macro-, Micro-, and Nanoscale: A Critical Overview". Tribology Letters. 65 (23): 4-5. doi:10.1007/s11249-016-0805-5
 .
. - ^ a b EBP company R-150T Rockwell hardness tester manual book.

















