Puddling (metalurji)
Puddling, bir pota veya fırında yüksek dereceli demir üretim aşamasındaki bir adımdır. Sanayi Devrimi sırasında Büyük Britanya'da icat edilmiştir. Erimiş pik demir, bir oksitleyici ortamda, bir yankı fırınında karıştırılarak dövme demir elde edilmiştir. Kömür kullanmadan ilk kayda değer miktarda değerli ve kullanışlı çubuk demirin (dövülebilir dövme demir) yapılması en önemli süreçlerden birisidir. Sonunda, fırın küçük miktarlarda özel çelikler yapmak için kullanılacaktır.
Kömürsüz çubuk demir üreten ilk süreç olmasa da, puding, açık ara en başarılı olanıydı ve daha önceki çömlekçilik ve damgalama işlemlerinin yanı sıra çok daha eski kömür işleme ve çiçeklenme işlemlerinin yerini almıştır. Bu, Büyük Britanya'da ve kısa bir süre sonra Kuzey Amerika'da demir üretiminin büyük bir genişlemesini sağlamıştır. Bu genişleme, demir endüstrisi söz konusu olduğunda Sanayi Devrimi'nin başlangıcını oluşturmaktadır. Eyfel Kulesi, köprüler ve Özgürlük Anıtı'nın orijinal çerçevesi de dahil olmak üzere, 19. yüzyıldaki dövme demir uygulamalarının çoğu, birikintili demir kullanmıştır.
Daha sonra fırınlar, iyi kalitede karbon çeliği üretmek için de kullanılmıştır. Bu son derece yetenekli bir sanattı ve hem yüksek karbonlu hem de düşük karbonlu çelikler, özellikle alet çeliğinin ağ geçidi teknolojisinin yanı sıra yüksek kaliteli kılıçlar, bıçaklar ve diğer silahlar için küçük ölçekte başarıyla üretilmiştir.
Tarihçesi

Metal birikintileri oluşturarak çeliğin rafine edilmesi, MS 1. yüzyılda Han Hanedanlığı döneminde antik Çin'de zaten biliniyordu. Çelik yapım süreçlerindeki ilerleme, kılıç yapmak için pik demirden dövme demirin tekrar tekrar dövülmesi, katlanması ve istiflenmesi yoluyla çeliğin genel kalitesini iyileştirmiştir.[1]
Modern puddling, 18. yüzyılın ikinci yarısında Büyük Britanya'da, kömür kullanmadan pik demirden çubuk demir üretmek için geliştirilen birkaç işlemden birisidir. Daha önceki kömür yakıtlı işlemin yerini kademeli olarak aldı ve bir demirhanede gerçekleştirilmiştir.
Puddling ihtiyacı
Pik demir çok fazla serbest karbon içerir ve kırılgandır. Kullanılmadan önce ve bir demirci tarafından işlenmeden önce, dövme demirin ilk aşaması olan çubuk demir olarak daha dövülebilir bir forma dönüştürülmesi gerekmektedir.
Abraham Darby'nin 1709'da[2] Coalbrookdale'deki yüksek fırını için kok kömürünü başarılı bir şekilde kullanması demir fiyatını düşürmüştür. Ancak bu kok yakıtlı pik demir, mevcut yöntemlerle çubuk demire dönüştürülemediğinden başlangıçta kabul edilmemiştir.[3] Koktaki kükürt safsızlıkları onu 'sıcak kısa' veya ısıtıldığında kırılgan hale getirdi ve bu nedenle ince işleme süreci onun için uygun değildi. 1750'lere kadar, buharla çalışan üfleme fırın sıcaklıklarını, kükürdü çıkarmak için yeterli kirecin eklenmesine izin verecek kadar arttırdığında, kok pik demir kullanılmaya başlanmıştır. Ayrıca, onu iyileştirmek için daha iyi süreçler geliştirilmiştir.[3]
İcat
Yüksek fırın yenilikçisinin oğlu Abraham Darby II, 1749'da pik demiri çubuk demire dönüştürmeyi başarmıştır. Ancak süreci hakkında hiçbir ayrıntı bilinmiyor. Severn Nehri kıyısında da çalışan Cranage kardeşler, bunu deneysel olarak, demir ve kükürtlü kömürün ayrı tutulabileceği, kömürle çalışan bir yankı fırını kullanarak başarmışlardır. Demirin yalnızca ısı etkisiyle pik demirden çubuk demire dönüştürülebileceğini ilk öne sürenler onlardır. Havanın sağladığı oksijenin gerekli etkilerinden habersiz olmalarına rağmen, en azından daha önce yakıttan gelen maddelerle karışıma ihtiyaç olduğu şeklindeki yanlış kanıyı bırakmışlardır. Deneyleri başarılı olmuştur. 1766'da patent Nº851'i almışlardır. Ancak işlemlerinin ticari olarak benimsenmediği görülmektedir.[4]
1783'te, Dowlais'deki Peter Onions, daha büyük bir yankı fırını inşa etti. Bununla başarılı ticari su birikintisi yapmaya başladı ve 1370 numaralı patenti almıştır.
Su birikintisi fırını, Henry Cort tarafından 1783-84'te Hampshire'daki Fontley'de geliştirildi ve 1784'te patenti alındı. Cort, demirin aşırı ısınması ve 'yakması' riskinin bir kısmını önleyerek bacaya damperler eklemiştir. Cort'un işlemi, erimiş pik demiri bir oksitleyici atmosferde yankılı bir fırında karıştırmaktan ve böylece onu karbonsuzlaştırmaktan oluşuyordu. Demir "doğaya geldiğinde", yani macunsu bir kıvama geldiğinde, su birikintisi haline getirilmiş bir top haline getirilmiştir. Çakıldı ve yuvarlandı (aşağıda açıklandığı gibi). Dar çubukları haddeleme makinesine yivli merdanelerin bu uygulaması da Cort'un buluşudur. Cort, bu işlemi lisanslamada ve daha önceki işlemin Dowlais'teki komşuları tarafından daha önce icat edildiği Cyfarthfa gibi demir fabrikalarından bile gelir elde etmede başarılı oldu. Cort artık genellikle su birikintisi 'mucidi' olarak kabul edilmektedir.
Cort'un icadından doksan yıl sonra, bir Amerikan işçi gazetesi, Cort'un sisteminin avantajlarını hatırlatmıştır:
"Demir basitçe eritildiğinde ve herhangi bir kalıba döküldüğünde, dokusu taneciklidir ve çok fazla gerilme mukavemeti gerektiren herhangi bir kullanım için oldukça güvenilmez olacak kadar kırılgandır. Su birikintisi işlemi, bir su birikintisi içinde akan erimiş demirin karıştırılmasından ibaretti. ve yuvarlanma sürecini daha etkili hale getirmek için anotomik düzenini değiştirme etkisine sahipti."[5]
Cort'un süreci (patentli olduğu gibi), dönemin demirhaneleri için olağan hammadde olan gri dökme demir için değil, yalnızca beyaz dökme demir için çalışmıştır. Bu sorun muhtemelen Merthyr Tydfil'de su birikintisini biraz daha önceki bir sürecin bir unsuruyla birleştirerek çözülmüştür. Bu, 'rafineri' veya 'sönen yangın' olarak bilinen başka bir ocak türünü içermektedir.[6] Pik demir bunun içinde eritildi ve bir oluğa aktı. Cüruf ayrıldı ve erimiş demir üzerinde yüzdü ve oluğun sonundaki bir bent indirilerek çıkarılmıştır. Bu işlemin etkisi, metali silikondan arındırmak ve 'ince metal' olarak bilinen beyaz kırılgan bir metal bırakmaktı. Bu, su birikintisi fırınına şarj etmek için ideal malzemeydi. Sürecin bu versiyonu 'kuru su birikintisi' olarak biliniyordu ve bazı yerlerde 1890'a kadar kullanılmaya devam edilmiştir.
Gri demirin rafine edilmesinin alternatifi, "kaynama" veya "domuz kaynatma" olarak da bilinen "ıslak su birikintisi" olarak biliniyordu. Bu, Tipton'daki Joseph Hall adlı bir su birikintisi tarafından icat edilmiştir. Şarja hurda demir eklemeye başlamıştır. Daha sonra demir pulu (aslında pas) eklemeyi denemiştir. Sonuç muhteşemdi, çünkü fırın şiddetle kaynamıştır. Bu, tufaldeki oksitlenmiş demir ile pik demirde çözünen karbon arasındaki kimyasal bir reaksiyondur. Şaşırtıcı bir şekilde, ortaya çıkan su birikintisi topu iyi demir üretmiştir.
Su birikintisi ile ilgili büyük bir sorun, yatak için kum kullanıldığı için demirin neredeyse %50'sinin cürufla birlikte çekilmesiydi. Hall, yatak yerine kavrulmuş musluk cürufu kullanmış ve bu israfı yüzde 8'e, yüzyılın sonunda ise yüzde 5'e düşürmüştür.[7]
Hall daha sonra 1830'da Tipton'da Bloomfield Iron Works'ün kurulmasında ortak olmuştur. Firma 1834'ten itibaren Bradley, Barrows ve Hall olmuştur. Bu, 19. yüzyılın ortalarından sonlarına kadar en yaygın olarak kullanılan sürecin versiyonudur. Islak su birikintisi, kuru su birikintisinden (veya daha önceki herhangi bir işlemden) çok daha verimli olması avantajına sahipti. Kuru su birikintisinden elde edilebilecek en iyi demir verimi, 1,3 ton pik demirden bir ton demirdir (%77 verim), ancak ıslak su birikintisinden elde edilen verim yaklaşık %100 olmuştur.
Pudding fırınında yumuşak çelik üretimi, 1850'lerde Almanya'nın Vestfalya kentinde gerçekleştirilmiştir. Lohage, Bremme ve Lehrkind adına Büyük Britanya'da patenti alınmıştır. Sadece belirli cevher türlerinden yapılan pik demir ile çalışmıştır. Dökme demirin hızlı bir şekilde eritilmesi ve cürufun manganez açısından zengin olması gerekiyordu. Metal doğaya geldiğinde, daha fazla karbürleşme meydana gelmeden önce hızlı bir şekilde çıkarılması ve shingling yapılması gerekiyordu. Süreç, 1851'de Yorkshire'da (İngiltere) Bradford'daki Low Moor Ironworks'de ve 1855'te Fransa'da Loire vadisinde ele alındı. Yaygın olarak kullanılmıştır.
Su birikintisi süreci, çelik üreten Bessemer sürecinin devreye girmesiyle yer değiştirmeye başladı. Bu, maliyet ve zamanın bir kısmı için Aston işlemi kullanılarak dövme demire dönüştürülebilmektedir. Karşılaştırma için, bir su birikintisi fırını için ortalama boyut şarjı 800-900 lb (360–410 kg)[8] iken bir Bessemer dönüştürücü şarjı 15 kısa ton (13.600 kg) idi. Su birikintisi işlemi, su birikintisinin kaldırabileceği miktarla sınırlı olduğundan büyütülemedi. Sadece daha fazla fırın inşa ederek genişletilebilmektedir.
Süreç

İşlem, puding fırınının hazırlanmasıyla başlamaktadır. Bu, fırını düşük bir sıcaklığa getirmeyi ve ardından onu eritmeyi içermektedir. Damıtma, ızgarayı ve etrafındaki duvarları demir oksitlerle, tipik olarak hematitle boyama işlemidir. Bu, erimiş metalin fırında yanmasını önleyen koruyucu bir kaplama görevi görmektedir. Bazen hematit yerine ince dövülmüş cüruf kullanılmıştır. Bu durumda, külü eritmek için fırın 4-5 saat ısıtılmalı ve ardından şarj edilmeden önce soğutulmalıdır.[9]
Ya beyaz dökme demir ya da rafine demir, daha sonra şarj olarak bilinen bir işlem olan fırının ocağına yerleştirilir. Islak su birikintisi için hurda demir ve/veya demir oksit de ücretlendirilmektedir. Bu karışım daha sonra üst kısım eriyene kadar ısıtılır ve oksitlerin karışmaya başlaması sağlanır; bu genellikle 30 dakika sürmektedir.[8][10] Bu karışım, kuvvetli bir hava akımına tabi tutulur ve bir ucunda çengelli uzun çubuklar (su birikintisi çubukları veya ayaktakımı adı verilen) ile fırının kapılarından geçirilmektedir. Bu, oksitlerden gelen oksijenin, pik demirdeki, özellikle silisyum, manganez (cüruf oluşturmak için) ve bir dereceye kadar kükürt ve fosfordaki yabancı maddelerle reaksiyona girmesine yardımcı olur, bunlar fırının egzozuyla kaçan gazları oluşturulmaktadır.[11]
Daha sonra daha fazla yakıt eklenir ve sıcaklık yükseltilmektedir. Demir tamamen erir ve karbon yanmaya başlar. Islak su birikintisi olduğunda, eklenen demir oksit ile reaksiyonlar nedeniyle karbondioksit oluşumu, kütlenin kaynamış gibi görünmesine neden olan kabarcıkların oluşmasına neden olmaktadır. Bu işlem, cürufun üstte şişmesine neden olarak, abazaya yanmanın ilerleyişinin görsel bir göstergesini vermektedir. Karbon yandıkça, karışımın erime sıcaklığı 1.150 ila 1.540 °C'den (2.100 ila 2.800 °F) yükselir, dolayısıyla bu işlem sırasında fırının sürekli olarak beslenmesi gerekemktedir. Karışım içindeki karbon atomları, demir karışımının (buz üzerindeki yol tuzu gibi) erime noktasını düşüren çözelti içinde bir çözünen olarak hareket ettiğinden erime noktası artmaktadır.[12][13]
İki kişilik bir ekip olarak çalışan bir su birikintisi ve yardımcı, 12 saatlik bir vardiyada yaklaşık 1500 kg demir üretebilmektedir. Yorucu çalışma, ısı ve duman, su birikintilerinin çok kısa bir yaşam beklentisine sahip olmasına neden oldu ve çoğu 30'lu yaşlarında ölüyordu. Puddling hiçbir zaman otomatikleştirilememiştir. Çünkü su birikintisi topların ne zaman "doğaya geldiğini" algılamak zorundadır.[14][15]
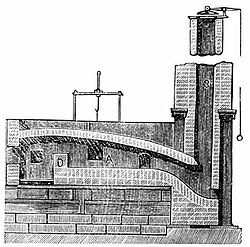
Puddling fırını

Puding fırını, yüksek fırında üretilen pik demirden ferforje veya çelik oluşturmak için kullanılan bir metal yapım teknolojisidir. Fırın, genel olarak yankılı fırın veya açık ocaklı fırın olarak bilinen bir sistem olan, yakıt demirle doğrudan temas etmeden sıcak havayı demirin üzerine çekmek için inşa edilmiştir. Bu sistemin en büyük avantajı, yakıtın kirliliklerini şarjdan ayrı tutmaktır.

Ocak, demirin yüklendiği, eridiği ve su birikintisine girdiği yerdir. Ocağın şekli genellikle eliptiktir; 15–18 m (49–59 ft) uzunluğunda ve 1–12 m (3,3-39,4 ft) genişliğinde. Fırın beyaz demiri biriktirmek üzere tasarlanmışsa, ocak derinliği asla 50 cm'den (20 inç) fazla olmaz. Fırın gri demiri kaynatacak şekilde tasarlanmışsa, ortalama ocak derinliği 50–75 cm (20-30 inç) olur. Yükü eritmek için gereken büyük ısı nedeniyle, şarjla erimemesi için ızgaranın soğutulması gerekiyordu. Bu, üzerine sabit bir soğuk hava akışı geçirilerek veya ızgaranın altına su atılarak yapıldı.
Yakıtın yakıldığı şöminede kullanılan yakıta bağlı olarak boyutları değişen bir dökme demir ızgara kullanılmıştır. Bitümlü kömür kullanılıyorsa, ortalama ızgara boyutu 60 cm × 90 cm (2,0 ft × 3,0 ft) olur ve 25–30 cm (9,8-11,8 inç) kömür ile yüklenir. Antrasit kömür kullanılıyorsa ızgara 15 m × 12 m (49 ft × 39 ft) boyutundadır ve 50–75 cm (20-30 inç) kömür ile yüklenir.
Çift su birikintisi fırını, tek bir su birikintisi fırınına benzer, en büyük fark, iki su birikintisinin aynı anda fırını çalıştırmasına izin veren iki çalışma kapısı olmasıdır. Bu kurulumun en büyük avantajı, iki kat daha fazla ferforje üretmesidir. Ayrıca tek fırına göre daha ekonomik ve yakıt açısından daha verimlidir.
Kaynakça
- ^ Chen, Cheng-Yih (1987). Science and Technology in Chinese Civilization. World Scientific Pub Co Inc. (May 1987 tarihinde yayınlandı). s. 237. ISBN 978-9971501921.
- ^ Schubert (1958), s. 99.
- ^ a b Schubert (1958), s. 100.
- ^ Schubert (1958), s. 106.
- ^ "The Puddling of Iron," The Workingman's Advocate [Chicago], vol. 9, no. 9 (January 25, 1873), pg. 1.
- ^ Referred to as a "finery" and "run-out fire" by Overman, but not to be confused with the finery in the finery forge.
- ^ Landes (1969), s. 33.
- ^ a b Overman, Fredrick (1854). The Manufacture of Iron, in All Its Various Branches. Philadelphia: H. C. Baird. ss. 267, 268, 287, 283, 344.
- ^ Rajput, R.K. (2000). Engineering Materials. S. Chand. s. 223. ISBN 81-219-1960-6. 12 Temmuz 2021 tarihinde kaynağından arşivlendi. Erişim tarihi: 12 Temmuz 2021.
- ^ W. K. V. Gale, The Iron and Steel Industry: a Dictionary of Terms (David and Charles, Newton Abbot 1971), 165.
- ^ R. F. Tylecote, 'Iron in the Industrial Revolution' in R. F. Tylecote, The Industrial Revolution in Metals (Institute of Metals, London 1991), 236-40.
- ^ Smith, Carroll (1984). Engineer to Win. MotorBooks / MBI Publishing Company. ss. 53-54. ISBN 0-87938-186-8.
- ^ W. K. V. Gale, The British Iron and Steel Industry (David and Charles, Newton Abbot, 1967), 70–79.
- ^ McNeil, Ian (1990). An Encyclopedia of the History of Technology. Londra: Routledge. s. 165. ISBN 0415147921.
- ^ Landes (1969), s. 218.














