
Gümüş, elementlerin periyodik tablosunda simgesi Ag olan, beyaz, parlak, değerli bir metalik element. Atom numarası 47, atom ağırlığı 107,87 gramdır. Erime noktası 961,9 °C, kaynama noktası 1950 °C ve özgül ağırlığı da 10,5 g/cm³'tür. Çoğu bileşiklerinde +1 değerliklidir. Günümüzde Dünya'da 55 yıllık gümüş rezervi kaldığı tahmin ediliyor. Yeni gümüş rezervleri keşfedilmezse 2078 yılında Dünya'daki gümüş rezervlerinin tükenebileceği tahmin ediliyor. En çok gümüş üretimi yapan ülkeler Meksika, Çin, Peru Şili ve Avustralya'dır.

Çinko, sembolü Zn, atom numarası 30 olan kimyasal bir elementtir. Oda sıcaklığında hafif kırılgan bir metaldir ve oksidasyon giderildiğinde parlak gri bir görünüme kavuşur. Periyodik tablonun 12. (IIB) grubunun ilk elementidir. Bazı açılardan çinko kimyasal olarak magnezyuma benzer: her iki element de yalnızca bir normal oksidasyon durumu (+2) gösterir ve Zn2+ ve Mg2+ iyonları benzer boyuttadır. Çinko, Dünya kabuğundaki en bol bulunan 24. element olup beş kararlı izotopu vardır. En yaygın çinko cevheri, bir çinko sülfür minerali olan sfalerittir.

Plastik enjeksiyon, temelde kapalı bir kalıbın içine plastik malzemenin eriyik sıcaklığının üstündeki bir sıcaklık aralığında yüksek hızda yolluk girişinden kalıp gözüne hızlı bir şekilde enjekte edilmesi sonrası, ütüleme fazı ve tutma fazı ile parçanın boyut ve görsel toleranslarının kabul edilebilir seviyeye getirdikten sonra plastiğin kalıptan çıkma sıcaklığının altına getirilerek kalıptan çıkarılması prensibine dayanan bir plastik parça imalat yöntemidir. Seri üretime uygun olması sebebiyle, birçok sektörde oldukça fazla kullanılan bir üretim yöntemidir. Bu metot ile en küçük komponentlerden, otomotiv, savunma sanayi ürünlerine kadar çok çeşitli ebat ve kategorilerde plastik parçalar imal edilebilir.

Pirinç, bakıra çinko katılarak elde edilen sarı renkteki alaşımların genel ismi. Pirinçte bulunabilen diğer bazı elementler, kalay, kurşun, nikel, mangan, demir, alüminyum, arsenik, antimon ve fosfordur. Mangan ihtiva eden bazı pirinçlere tunç da denilmektedir. Aslında tunç bakır-kalay alaşımıdır.

Bronz ya da tunç, bakırın önemli bir alaşımıdır. Tarihi bağlamda bakır ile kalay ve/veya arsenik'den oluşan bakır alaşımlarına tunç denir. Bununla birlikte günümüzde bronz kavramı çağdaş kullanımda bakırın bakır-nikel, bakır-berilyum ve bakır-çinko (pirinç) alaşımı dışındaki bütün alaşımları için kullanılmaktadır. Pirinç bakırın çinkoyla yaptığı alaşımdır. %10 çinko bulunduran pirince ticari bronz da denilmektedir.

Alaşımlı çelik, mekanik özelliklerini geliştirmek için ağırlıkça % 1.0 ila % 50 arasında toplam miktarlarda çeşitli elementlerle alaşımlanan çeliktir.
Zamak bir metal alaşımdır ve ana bileşenlerini çinko, aluminyum, magnezyum ve bakır oluşturur. Bu metaller değişik sertlikte alaşımlarda, değişik zamaklarda, degişik oranlarda bulunur.

Galvaniz, 450-455 derecedeki erimiş çinkonun içine daldırılan çeliğin kaplanmasına denir. Çinko, demirle kuvvetli bağlar yaparak üçlü bir faz tabakası meydana getirir.

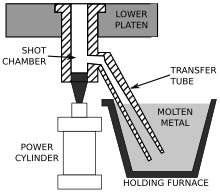
Basınçlı döküm, erimiş metalin yüksek basınç altında kalıp boşluğuna basınç altında basılmasıyla ifade edilen metal döküm işlemidir. Kalıp boşluğu, şekillendirilmiş ve enjeksiyon işleminde enjeksiyon kalıbına benzer çalışan iki sertleştirilmiş takım çeliğinden kalıp yarımı kullanılarak yapılır. Çoğu basınçlı döküm demir dışı metallerden, özellikle çinko, bakır, alüminyum, magnezyum, kurşun, kalay ve kalay esaslı alaşımlardan yapılır. Dökülen metalin türüne bağlı olarak sıcak veya soğuk kamaralı makineler kullanılır.

Lehimleme iki ya da daha fazla sayıda metal parçanın, görece düşük erime sıcaklığına sahip bir dolgu metali eritilip bağlantı yerine akıtılarak, tutturulması işlemidir.

Dökümhane, metal döküm üretilen fabrika veya işyerleridir. Dökümhanede bu işi yapan kişilere dökümcü denilir. Eritilen ve bir sıvı haline gelen metaller istenilen şekildeki bir kalıba dökülerek soğumasının ardından yapılması istenilen döküm ortaya çıkmış olur. En sık işlenen metaller arasında alüminyum ve dökme demir bulunmaktadır. Bu metallerin yanı sıra, bronz, çelik, magnezyum, bakır, kalay ve çinko gibi metaller dökümhanelerde döküm üretmek amacıyla kullanılır.
Alüminyum alaşımları, alüminyumun esas metal olduğu alaşımlardır. Eşlik eden metallerden en çok kullanılanları Bakır (Cu), Magnezyum (Mg), Manganez (Mn), Silisyum (Si), Çinko (Zn), Kurşun (Pb)'dur. Alüminyum alaşımları hafiflik ve oksitlenme direnci nedeni ile sıkça kullanılır. Alaşımların endüstriyel olarak sınıflandırılması, döküm ya da dövme alaşımları, sonrasında ise ısıyla şekillendirilebilir /ısıyla şekillendirilemez şeklinde olmaktadır. Dökme alüminyum alaşımları düşük maliyetli olmasına karşın çekme gerilimleri düşüktür.
Metalürjide, demir içermeyen metal, alaşımlar da dahil olmak üzere, önemli miktarda demir içermeyen (nonferrit) bir metaldir. Genellikle demirli metallerden daha pahalı, düşük ağırlık, iletkenlik , Manyetik olmayan özellik veya korozyon direnci gibi istenen özelliklerden dolayı demir dışı metaller kullanılır. Demir-çelik endüstrisinde bazı demir dışı malzemeler de kullanılmaktadır. Örneğin boksit, yüksek fırınlar için akış olarak kullanılırken diğerleri, volframit, pirrolit ve krom gibi demir alaşımları yapımında kullanılır. Önemli demir dışı metaller, Alüminyum, bakır, kurşun, nikel, kalay, titanyum, çinko ve pirinç gibi alaşımları içerir. Altın, gümüş ve platin gibi değerli metaller ve kobalt, cıva, tungsten, berilyum, bizmut, seryum, kadmiyum, niyobyum, indiyum, galyum, germanyum, lityum, selenyum, tantal, tellür, vanadyum ve zirkonyum gibi egzotik veya nadir metaller ayrıca demir içermez. Genellikle sülfitler, karbonatlar ve silikatlar gibi mineraller yoluyla elde edilirler. Demir dışı metaller genellikle elektroliz yoluyla rafine edilir.

Metal işleme kullanışlı nesneler, parçalar, montajlar ve büyük ölçekli yapılar oluşturmak için metalleri şekillendirme sürecidir. Kelime olarak, devasa gemiler, binalar ve köprü'lerden hassas motor parçalarına ve narin mücevher'lere kadar her ölçekte nesne üretmek için çok çeşitli süreçleri, becerileri ve araçları kapsar.

Ekstrüzyon, enine kesitsel bir profil nesneleri oluşturmak için kullanılan bir süreçtir. Bir malzeme, arzu edilen bir kesitin bir kalıbı boyunca itilir. Basma gerilmeleri ile malzemenin sıkıştırılması ve bir kalıptan o kalıbın şeklini alarak akmaya zorlanması ile gerçekleştirilen şekillendirme işlemidir. Bu sürecin diğer imalat süreçleri üzerindeki iki ana avantajı, çok karmaşık enine kesit oluşturma yeteneği ve basınçlı ve kayma gerilmeleri ile karşılaşan materyallerin kırılgan olmasıdır.

Tüp, yapışkan, tutkal, merhem ve diş macunu gibi kalın sıvılar için kullanılabilen yumuşak bir sıkıştırılabilir kaptır. Amerikalı bir portre ressamı olan John Goffe Rand, 1841 yılında boyaları saklamak için sıkılabilir metal boruyu icat etti. Temel olarak, bir tüp plastik, kartondan veya alüminyumdan yapılmış yuvarlak veya oval bir profile sahip silindirik, içi boş bir ambalajdır. Bu borunun her iki ucu, imalat işlemi ve doldurma sırasında farklı şekilde muamele edilir. Genel olarak, tüp gövdesinin bir ucunda, farklı kapaklarla kapatılabilen yuvarlak bir delik bulunur. Orifis birçok farklı şekilde şekillendirilebilir. Çeşitli stillerde ve uzunluklardaki plastik nozullar sadece iyi bir örnektir.

İçecek kutusu, karbonatlı alkolsüz içecekler, alkollü içecekler, meyve suyu, çaylar, bitki çayı, enerji içeceği vb. gibi sıvıları saklamak için tasarlanmış metal bir kaptır. İçecek kutuları alüminyumdan veya kalay kaplamalı çelikten yapılmaktadır. Tüm içecek kutuları için dünya çapında üretim, dünya çapında yılda yaklaşık 370 milyar kutudur.

Döküm, metal işçiliği ve mücevher yapımında, sıvı bir metalin amaçlanan şeklin negatif bir izlenimini içeren bir kalıba döküldüğü ve metalurji ve malzeme mühendisliğinin doğrudan iş kolu olan oldukça önemli bir prosestir. Metal, havşa adı verilen içi boş bir kanaldan kalıba dökülür. Daha sonra metal ve kalıp soğutulur ve metal kısım (döküm) çıkarılır. Döküm genellikle diğer yöntemlerle yapılması zor veya ekonomik olmayan karmaşık geometriler üretmek için kullanılır.

Şişirmeli kalıplama içi boş plastik parçaların yapımı ve birleştirilmesi için kullanılan bir üretim sürecidir. Cam şişeler veya diğer içi boş şekiller yapmak için de bu işlem kullanılır.
Metal fiyatları borsalarda işlem gören metaller için kullanılır. Sadece alüminyum alaşımı, alüminyum, bakır, kurşun, nikel, kalay, çinko ve Nasaac borsada işlem gören emtialardır. Diğer işlem gören metaller ise piyasa talebine göre işlem görür, fiyatı alıcılar ve satıcıların taleplerine göre belirlenir

 Açık kalıp ve enjeksiyon memesi
Açık kalıp ve enjeksiyon memesi Tam işleme hücresi
Tam işleme hücresi