Makaralarla şekillendirme

Roll forming, aynı zamanda makaralarla şekillendirme veya rollform şekillendirme denir ve (uzun sac şeridinin (genellikle çelik rulo sac kullanılır) istenen kesite haddeleme ile sürekli bükülmesidir. Şerit, istenen enine kesit (profil) elde edilene kadar, her biri bükümün yalnızca artan kısmını gerçekleştiren ardışık stantlara yerleştirilmiş makara gruplarından geçer. Rollformla şekillendirme, uzun ve büyük miktarlarda sabit profilli parça üretimi için idealdir.
Özet

Çeşitli enine kesit profilleri üretilebilir, ancak her profil özenle hazırlanmış bir dizi makara gerektirir. Makaraların tasarımı, her rulo standı için bir profil olan profil kesitleri dizisi çiçek deseni ile başlar. Makara çevreleri daha sonra çiçek deseni profillerinden türetilir. Makara setlerinin yüksek maliyeti nedeniyle, bilgisayar simülasyonu genellikle makara tasarımlarını geliştirmek veya doğrulamak ve nihai üründeki stand sayısını ve malzeme gerilimlerini en aza indirgemek için şekillendirme sürecini optimize etmede kullanılır.
Makara biçimli kesitler, benzer şekillerdeki ekstrüzyon'lara göre avantajları vardır. Makarayla şekillendirilmiş parçalar, ekstrüzyon işlemine göre daha ince duvarlarla çok daha hafif ve soğuk halde işlenerek sertleştirilmiş olduğundan daha mukavemetlidir. Parçalar cilalı veya önceden boyanmış yapılabilir. Ayrıca, makarayla şekillendirme işlemi ekstrüzyona göre daha hızlıdır ve daha az enerji harcar.[1][2]
Aynı ruloları kullanarak farklı ebat ve malzeme kalınlıklarında şekiller üreten rollform makineleri vardır. Elle ayarlama veya bilgisayarlı kontroller ile rulolar arasındaki mesafeler değişken hale getirilerek, hızlı değişime imkan verilerek ölçüler değiştirilebilir. Bu özel rollform makineleri standart profil ve kalınlıklarda metal saplamaların ve rayların kullanıldığı ince profil sanayiinde yaygındır. Örneğin farklı ölçülerde galvanizli çelik saclardan (örneğin 20 ila 12 GA), tek rollform makinesiyle metal saplamalar (örn. 3-5/8" ila 14 inç arası), flanşlar (örn. 1-3/8" ila 2-1/2") ve farklı ölçülerde kenarlar (ör. 3/8" ila 5/8") yapılabilir.
Rulo şekillendirme hatları, sürekli operasyonda parçaları delmek ve kesmek için çoklu biçimlerle kurulabilir. Parçayı boyuna kesmek için hatlar, tek ham parçanın merdaneden geçtiği önceden kesilmiş kalıp veya makaralı şekillendirmeden sonra profilin kesildiği son kesim kalıbı kullanacak şekilde ayarlanabilir. Rulo şekillendirme hattında preslemeyle delme, çentik, kabartma veya kesme operasyonları eklenebilir. Bu parça özellikleri, bir ön zımbalama uygulamasında (rulo şekillendirme başlamadan önce), bir orta hat zımbalama uygulamasında (bir rulo şekillendirme hattının/prosesinin ortasında) veya bir zımbalama sonrası uygulamada (rulo şekillendirme yapıldıktan sonra) yapılabilir. Bazı rulo şekillendirme hatları, yukarıdaki presleme veya kesme uygulamalarından yalnızca birini içerir, diğerleri ise uygulamaların bir kısmını veya tamamını tek seferde kapsar.

Süreç
Rulo şekillendirme, üretim süreçleri arasında en basitlerinden biridir. Tipik olarak, genişliği 1 inç (2,5 cm) ile 20 inç (51 cm) arasında ve 0,004 inç (0,10 mm) ile 0,125 inç (3,2 mm) kalınlığında, rulo açıcı üzerine takılan sac rulo ile süreç başlar.
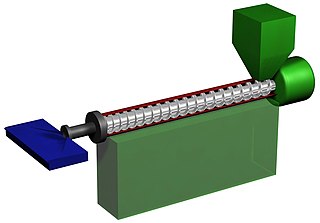
Şerit, makinanın merdanelerinden geçerken malzemeyi düzgün bir şekilde hizalamak için giriş kılavuzundan verilir ve her merdane seti, malzemeyi istenen şekle ulaşana kadar büker. Makara kümeleri genelde, ayaklarla desteklenen bir çift yatay paralel mil üzerine birbiri üzerine yerleştirilmiştir. Daha çok hassasiyet ve esneklik sağlamak ve malzeme streslerini sınırlamak için yan makaralar ve küme makaralar da kullanılabilir. Şekillendirilmiş şeritler rollform makinesinin önünde, makaralar arasında veya rollform hattının sonunda istenen uzunlukta kesilebilir.
Geometrik olasılıklar
Geometrik olasılıklar çok olabilir ve hatta enine kesit tekdüze olduğu sürece kapalı şekillerde yapılabilir. Genel sac bant enleri 0.004 inç (100 mm) ile 0.125 inç (3.200 mm) arasında değişir ancak bunu aşabilirler. Uzunluk haddeleme işleminden neredeyse hiç etkilenmez. Parça genişlikleri genellikle 1 inç (2,5 cm)'den küçük değildir ancak 20 inç (51 cm)'yi aşabilir.
Başlıca sınır, yuvarlanmadan kaynaklanan stresler ve derinlikle artan yüzey hız farkı nedeniyle genellikle 4 inç (10 cm) ile sınırlı ve nadiren 6 inç (15 cm)'i geçen profil derinliğidir.
- Toleranslar genelde enine kesit formun genişliği için ±0,015 inç (0,38 mm) ve derinliği için ±0,060 inç (1,5 mm) içinde tutulabilir.[3]
Üretim hızları
Üretim hızı, malzeme kalınlığına ve bükme yarıçapına bağlıdır. Ancak üretim hızı, gerekli istasyon veya adım sayısından da etkilenir.
Örneğin, 18 mm kalınlığındaki az karbonlu çelik rulo kalınlığının 50 katı bükme yarıçapı için istasyon sayısı, 26 m/dak'da 8 istasyon, 17 m/dak'da 12 istasyon veya 15 m/dak'da 22 istasyon olabilir.
Bir ürünün şekil alma süresi t, şu fonksiyonla temsil edilir: t = (L + n⋅d) / V
burada L= parçanın uzunluğu
n= şekilendiren stand sayısı,
d= standlar arasındaki mesafe ve
V= şerit rulo hızıdır.[3]
Genelde rulo şekillendirme hızı hattaki uygulamaya göre, 5 ila 500 fit/dakika (1,5 ila 152,4 m/min) veya daha yüksek olabilir. Bazı durumlarda hızı sınırlayan faktör kalıpta delme veya kesme işleridir.
Diğer hususlar
İmalatla uğraşırken örneğin yağlama, sürecin malzeme özellikleri, maliyet ve tabii ki güvenlik üzerindeki etkisi dikkate alınması gereken hususlardır.
Yağlama, merdane kalıpları ile iş parça yüzeyi arasında önemli bir bariyer sağlar. Makara aşınmasını azaltmaya yardımcı olur ve işlerin daha hızlı ilerlemesini sağlar. Bu tablo, farklı yağlayıcı türlerini, uygulamalarını ve bunları kullanmak için ideal metalleri gösterir.
| İş malzemesi | Rulo yağlayıcılar | Uygulama |
|---|---|---|
| Demir dışı | Klorlu yağlar veya mumlar, mineral yağlar | Sprey, silindiri silme |
| Demir içeren | Suda çözünen yağlar | Silme, damlama, püskürtme |
| Paslanmaz çelikler | Klorlu yağlar veya mumlar | Silindiri silme |
| cilalı yüzeyler | Plastik film | Merdaneleme, kaplama, püskürtme |
| Önceden kaplanmış malzemeler | Film veya cebri hava |
İşlemin malzemenin özellikleri üzerindeki etkileri minimumdur. Fiziksel ve kimyasal özellikler hemen hemen değişmez, ancak işlem malzemenin mekanik özellikleri tartışılırken iş-sertleşme, mikro çatlaklar veya kıvrımlarda incelmeye neden olabilir.
Rulo şekillendirmenin maliyeti nispeten düşüktür. Proses maliyeti hesaplanırken kurulum süresi, ekipman ve alet maliyetleri, yükleme/boşaltma süresi, direkt işçilik oranı, genel gider oranı, ekipman ve aletlerin amortismanı gibi hususlar dikkate alınmalıdır.
Güvenlik de bu süreçle ilgili bir sorundur. Dikkate alınması gereken ana tehlikeler, hareketli iş parçaları (800 fit/dakika (240 m/min)'ya kadar), yüksek basınç makaralar veya keskin, kesilmiş metal kenarlarla uğraşmaktır.[3]
Ayrıca bakınız
Kaynakça
- ^ Todd, Robert H.; Allen, Dell K.; Alting, Leo (1994), Manufacturing Processes Reference Guide, Industrial Press Inc., ss. 300-304, ISBN 0-8311-3049-0, 6 Aralık 2016 tarihinde kaynağından arşivlendi, erişim tarihi: 20 Nisan 2022.
- ^ Groover, Mikell P. (2010). Fundamentals of Modern Manufacturing: Materials, Processes, and Systems. John Wiley & Sons. s. 472. ISBN 9780470467008. 6 Temmuz 2022 tarihinde kaynağından arşivlendi. Erişim tarihi: 6 Temmuz 2022.
- ^ a b c Manufacturing Processes Reference Guide, Industrial Press Inc., 1994.