
Bilgisayar, aritmetik veya mantıksal işlem dizilerini (berim) otomatik olarak yürütmek üzere programlanabilen dijital bir elektronik makinedir. Çağdaş bilgisayarlar, programlar olarak bilinen genel işlem kümelerini gerçekleştirebilir. Bu programlar, bilgisayarların çeşitli görevleri gerçekleştirmesini sağlar. Ayrıca bir bilgisayar sisteminin tam verimle çalışabilmesi için donanım, işletim sistemi ve çevresel cihazlara sahip olması gerekmektedir. Bu terim aynı zamanda bir bilgisayar ağı veya bilgisayar kümesi gibi birbirine bağlı ve birlikte çalışan bir grup bilgisayar anlamına da gelebilir.

Makine, bir iş yapmak için kuvvet uygulamak ve hareketi kontrol etmek için güç kullanan fiziksel bir sistemdir. Terim genellikle motor kullanan yapay cihazlara veya moleküler makineler gibi doğal biyolojik makromoleküllere de uygulanır.

Plastik enjeksiyon, temelde kapalı bir kalıbın içine plastik malzemenin eriyik sıcaklığının üstündeki bir sıcaklık aralığında yüksek hızda yolluk girişinden kalıp gözüne hızlı bir şekilde enjekte edilmesi sonrası, ütüleme fazı ve tutma fazı ile parçanın boyut ve görsel toleranslarının kabul edilebilir seviyeye getirdikten sonra plastiğin kalıptan çıkma sıcaklığının altına getirilerek kalıptan çıkarılması prensibine dayanan bir plastik parça imalat yöntemidir. Seri üretime uygun olması sebebiyle, birçok sektörde oldukça fazla kullanılan bir üretim yöntemidir. Bu metot ile en küçük komponentlerden, otomotiv, savunma sanayi ürünlerine kadar çok çeşitli ebat ve kategorilerde plastik parçalar imal edilebilir.

Sayısal kontrol veya tam ismi ile bilgisayarlı sayısal kontrol, işleme takımlarının ve 3B yazıcıların bir bilgisayar aracılığıyla otomatik olarak kontrol edilerek şekil verilecek iş parçasının üzerinde operasyonda bulunan talaşlı imalat işlemidir. Bir CNC makinesi, kodlar ile programlanmış talimatı takip ederek manuel bir operatöre ihtiyaç duymadan, spesifikasyonları karşılamak için belli bir malzeme bazındaki iş parçasını istenilen şekle gelene kadar, manuelden daha hassas bir şekilde işler.
Talaşlı imalat önceden dizaynı ve konstrüksiyonu yapılan, imalat süreci belirlenen makine elemanının, imalat sürecine uygun talaşlı imalat tezgâhlarında, belirlenmiş kesici takımlar marifetiyle kesme operasyonuna tabi tutularak şekillendirilmesini kapsayan imalat yöntemidir. Talaşlı imalat, kesici takım ve/veya iş parçasının birbirlerine göre izafi hareketi ile iş parçası üzerinde, gerilim oluşturarak gerçekleştirilir.
Birbiri ardına sıralanmış dişlerden oluşan bir kesici takım ile yapılan talaş kaldırma işlemine broşlama denir. Broşlama, doğrusal ve döner broşlama olmak üzere temelde ikiye ayrılır. Daha yaygın bir işlem olan doğrusal broşlamada, broş, istenen geometriyi oluşturmak için yüzeye doğrusal bir şekilde hareket ettirilir. Broşlama tezgahlarında kullanılan doğrusal broşlar genellikle "broş" kısaltması ile anılır. Döner broşlamada eksenel simetriyi sağlamak amacı ile, broş döndürülür ve iş parçasına doğru preslenir. Döner broşlar genellikle torna tezgahlarında kullanılır. Hem döner, hem de doğrusal broşlamada, kesme işlemi broşun tek bir kez iş parçası içinden geçmesi ile sağlanır.

Frezeleme, bir kesiciyi iş parçasına doğru ilerleterek malzemeyi boşaltmak için döner kesiciler kullanılarak yapılan işleme işlemidir. Bu, bir veya daha fazla eksende yönde, kesici kafa hızı ve basınç değiştirilerek yapılabilir. Frezeleme, küçük tek parçalardan büyük, ağır hizmet tipi toplu frezeleme işlemlerine kadar ölçeklerde çok çeşitli farklı operasyonları ve makineleri kapsar. Özel parçaların hassas toleranslarla işlenmesi için en yaygın kullanılan işlemlerden biridir.

Torna, (en. lathe) kendi ekseni etrafında dönmekte olan metal bir iş parçası üzerinden doğrusal hareket eden bir kesici takım yardımıyla talaş kaldırma işlemine tornalama, bu işin yapıldığı tezgâha ise torna tezgâhı veya kısaca torna denir.

Metal işleme kullanışlı nesneler, parçalar, montajlar ve büyük ölçekli yapılar oluşturmak için metalleri şekillendirme sürecidir. Kelime olarak, devasa gemiler, binalar ve köprü'lerden hassas motor parçalarına ve narin mücevher'lere kadar her ölçekte nesne üretmek için çok çeşitli süreçleri, becerileri ve araçları kapsar.
Haas Otomasyon Anonim Şirketi merkezi Oxnard, California'da bulunan, dikey işleme merkezleri ve yatay işleme merkezleri, torna tezgahları / tornalama gibi çoğunlukla bilgisayarla sayısal olarak kontrol edilen (CNC) daha düşük maliyetli takım tezgahları ve özel aksesuar takımları tasarlayan ve üreten bir Amerikan takım tezgahı üreticisidir. merkezler ve döner tablalar ve indeksleyiciler. Üretim ve üretim sürecinin çoğu şirketin Oxnard'daki ana tesisinde gerçekleşir. Haas F1 Takımının sahibidir. Haas, toplam birim hacmine göre dünyanın en büyük takım tezgahı üreticilerinden biridir.
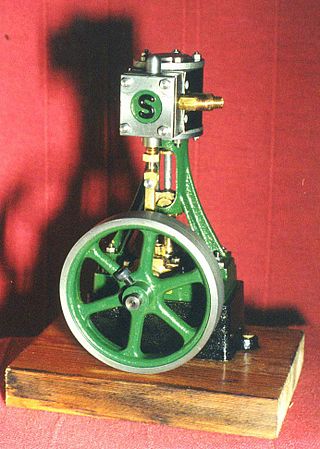
Model mühendisliği tam boyutlu makinelerin orantılı olarak ölçeklenmiş minyatür çalışma örneklerini inşa etmektir. Seri üretimden ziyade zanaatkarlığa güçlü bir vurgu yapan metal işleme dalıdır. Şimdi esas olarak bir hobi iken geçmişte ticari ve endüstriyel amacı da vardı. 'Model mühendisliği' terimi 1888'de kullanımdaydı. Amerika Birleşik Devletleri'nde tartışmalı bir şekilde bu terimin kapsamı daha geniş olmasına rağmen 'ev atölyesi makinisti' terimi sıklıkla kullanılır.

Şişirmeli kalıplama içi boş plastik parçaların yapımı ve birleştirilmesi için kullanılan bir üretim sürecidir. Cam şişeler veya diğer içi boş şekiller yapmak için de bu işlem kullanılır.

Okuma Corporation, Japonya merkezli bir makine üreticisidir. Şirket, Ocak 1898 tarihinde Eiichi Okuma tarafından erişte makinesi üreticisi olarak kurulmuş olup CNC metal torna tezgâhları, işleme merkezleri ve torna-freze işleme merkezleri gibi takım tezgâhlarında küresel pazar payına sahiptir. Şirketin merkezi Aichi prefektörlüğüne bağlı Ōguchi kasabasında yer almaktadır.

Freze bıçağı, genellikle freze makinelerinde veya işleme merkezlerinde frezeleme işlemlerini gerçekleştirmek için kullanılan kesici aletlerdir. Malzemeyi makine içindeki hareketleriyle veya doğrudan kesicinin şeklinden çıkarırlar.

Metal torna tezgâhı, nispeten sert malzemeleri hassas şekilde işlemek için tasarlanmış büyük bir torna tezgâhıdır. Başlangıçta metalleri işlemek için tasarlanmış olup bununla birlikte, plastiklerin ve diğer malzemelerin ortaya çıkmasıyla ve içsel çok yönlülüğü ile çok çeşitli uygulamalarda ve geniş bir malzeme yelpazesinde kullanılırlar. Daha geniş bağlamın zaten anlaşıldığı makineyle işleme jargonunda, bunlar genellikle basitçe torna tezgahı veya daha spesifik alt tip isimleriyle adlandırılırlar. Bu sert takım tezgahları, takım uçları ve matkap uçları gibi çeşitli kesme aletlerinin hareketleri yoluyla dönen bir iş parçasından malzemeyi çıkarır.

Bilgisayar Destekli Modelleme veya Bilgisayar Destekli İşleme olarak da bilinen Bilgisayar destekli imalat , iş parçalarının imalatında takım tezgahlarını ve ilgilileri kontrol etmek için yazılımın kullanılmasıdır. Bu, CAM için tek tanım değildir. Ancak en yaygın olanıdır. CAM, planlama, yönetim, nakliye ve depolama dahil olmak üzere bir üretim tesisinin tüm operasyonlarında yardımcı olmak için bir bilgisayarın kullanımına da atıfta bulunabilmektedir.

Elektrikli deşarjlı işleme (EDM), dalma erozyon ve tel erozyon elektriksel deşarj (kıvılcım) kullanılarak istenilen şeklin elde edildiği bir metal işlemedir..

Tel çekme, teli tek veya bir dizi çekme kalıbından çekerek telin enine kesitini azaltmak için kullanılan bir metal işleme sürecidir. Elektrik kabloları, kablolar, gerilim yüklü yapısal bileşenler, yaylar, ataçlar, tekerlek parmakları ve telli müzik aletleri dahil olmak üzere tel çekme işlemi gören birçok ürün vardır. Süreçler benzer olmasına rağmen, çekme işlemi ekstrüzyondan farklıdır, çünkü çekmede tel, kalıptan itilmek yerine çekilmektedir. Çekme genellikle oda sıcaklığında gerçekleştirilir, bu nedenle soğuk işleme süreci olarak sınıflandırılır, ancak malzemeye uygulanan kuvvetleri azaltmak için büyük teller için yüksek sıcaklıklarda gerçekleştirilebilir.
Rayba, metal işlemede kullanılan, döner bir kesici takımdır. Ölçü vermede kullanılan raybalar, daha önceden işlenmiş olan deliklerin çaplarını istenilen ölçüye getirmek için kullanılır. Bazı raybalar ölçü verme amacı ile kullanılmaz, bu tarz raybaların kullanılma sebebi çapak temizleme ve mevcut deliklerde temel genişleme elde etmektir. Bir iş parçasında bulunan bir deliğin genişletilmesi raybalama olarak adlandırılır. Raybalama işleminde kullanılan takımlar el raybaları ve makine raybaları olarak sınıflandırılabilir.

Pres olarak kısaltılan şekillendirme presi, basınç uygulayarak bir iş parçasının şeklini değiştiren takım tezgahıdır. Şekillendirme presinin operatörü, pres aleti ayarlayıcı olarak bilinir ve genellikle alet ayarlayıcı olarak kısaltılır.
