Korozyon, metal veya metal alaşımlarının oksitlenme veya diğer kimyasal etkilerle aşınma durumu. Demirin paslanması, alüminyumun oksitlenmesi korozyona örnek olarak verilebilir. Türkçeye yabancı dillerden giren korozyon sözcüğü; yenme, kemirilme gibi anlamlarla alakalıdır. Aşınma, çürüme, paslanma, bozulma ve yenim gibi sözcüklerle karşılanabilir.

Çelik, demir elementi ile genellikle %0,02 ila %2,1 oranlarında değişen karbon miktarının bileşiminden meydana gelen bir alaşımdır. Çelik alaşımındaki karbon miktarları çeliğin sınıflandırılmasında etkin rol oynar. Karbon genel olarak demir'in alaşımlayıcı maddesi olsa da demir elementini alaşımlamada magnezyum, krom, vanadyum ve tungsten gibi farklı elementler de kullanılabilir. Karbon ve diğer elementler demir atomundaki kristal kafeslerin kayarak birbirini geçmesini engelleyerek sertleşme aracı rolü üstlenirler. Alaşımlayıcı elementlerin, çelik içerisindeki, değişen miktarları ve mevcut bulundukları formlar oluşan çelikte sertlik, süneklilik ve gerilme noktası gibi özellikleri kontrol eder. Karbon miktarı yüksek olan çelikler demirden daha sert ve güçlü olmasına rağmen daha az sünektirler.

Malzeme bilimi, malzemelerin yapı ve özelliklerini inceleyen, yeni malzemelerin üretilmesini veya sentezlenmesini de içine alan disiplinlerarası bir bilim dalıdır.

Kaynak, malzemeleri, genellikle metalleri veya termoplastikleri, esas olarak parçaları birbirine eritmek ve soğumalarını sağlamak için yüksek sıcaklık kullanarak birleştiren bir üretim sürecidir ve füzyona neden olur. Yaygın alternatif yöntemler arasında, ısı olmadan bağlanan malzemeleri eritmek için kimyasallar kullanan çözücü kaynak (termoplastikler) ve basınç, soğuk kaynak ve difüzyon bağlama gibi erimeden bağlanan katı hal kaynak işlemleri vardır.
Tahribatsız muayene, inceleme yapılacak olan malzeme ya da parçanın bütünlüğüne zarar vermeden yapılan muayene türüdür. Bu muayenenin geçerliliği ise daha önceden yapılmış olan tahribatlı muayenelerin sonuçlarına dayanmaktadır.

Kontrplak, yoğun olarak inşaat sektöründe kullanilan bir orman ürünüdür. Suya dayanıklılığı ve yüksek mukavemeti bu sektör için önemlidir. Özellikle beton kalıplarının hazırlanmasında kullanılır. Brüt kalıp olarak da nitelendirilen sıvasız kalıp sistemleri için çok uygun bir malzemedir.
Talaşlı imalat önceden dizaynı ve konstrüksiyonu yapılan, imalat süreci belirlenen makine elemanının, imalat sürecine uygun talaşlı imalat tezgâhlarında, belirlenmiş kesici takımlar marifetiyle kesme operasyonuna tabi tutularak şekillendirilmesini kapsayan imalat yöntemidir. Talaşlı imalat, kesici takım ve/veya iş parçasının birbirlerine göre izafi hareketi ile iş parçası üzerinde, gerilim oluşturarak gerçekleştirilir.

PVD kaplama teknikleri arasında en basit olanıdır. Kaplanacak malzeme, herhangi bir şekilde ısı etkisi ile buharlaştırılır ve buharlaşan atomlar, substrat(kaplanan malzeme) üzerinde giderek yoğuşurlar. İşlem 10-5 – 10-6 ton basınçlı vakum ortamında yapılır. Kaplanan malzemeyi buharlaştırmak için çeşitli teknikler vardır bu teknikler; a) Buharlaştırılacak malzemenin, doğrudan konduğu potaya direnç olarak bağlanması, b) İndüksiyon ocağı ile ısıtma, c) Bir elektron tabancası ile elektron ışını bombardımanı, d) Elektrik arkı oluşturulması, e) Lazer ışını uygulanarak ısıtma ile, buharlaştırma işlemi yapılabilir. Bu tekniklerde, doğrudan direnç, indüksiyon, elektron tabancası ile ışın bombardımanı ve vakum ark en önemlileridir. Buharlaştırıcı potaları refrakter metallerden(Mo,W, Ta), oksitlerden(Al2O3,SiO2,M2O, ThO) veya grafitten yapılır. 1700 C’nin üzerindeki sıcaklıklarda, su soğutmalı bakır potalarda kullanılabilir.
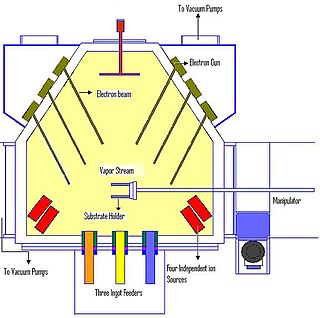
Elektron demeti ile fiziksel buhar biriktirme işlemi, anottaki hedef malzemenin, çok yüksek vakum altında, tungsten bir flaman ile elektron bombardımanına tutulması ile gerçekleştirilir. Elektron demeti, hedefteki atomların yüzeyden koparak gaz fazına geçmesini sağlar. Buharlaştırılan bu atomlar, vakum çemberi içindeki her noktaya yapışarak ince bir film oluşmasını sağlarlar.

Dökümhane, metal döküm üretilen fabrika veya işyerleridir. Dökümhanede bu işi yapan kişilere dökümcü denilir. Eritilen ve bir sıvı haline gelen metaller istenilen şekildeki bir kalıba dökülerek soğumasının ardından yapılması istenilen döküm ortaya çıkmış olur. En sık işlenen metaller arasında alüminyum ve dökme demir bulunmaktadır. Bu metallerin yanı sıra, bronz, çelik, magnezyum, bakır, kalay ve çinko gibi metaller dökümhanelerde döküm üretmek amacıyla kullanılır.
Elektrostatik boşalma, elektriksel yüklü iki nesnenin temasıyla gerçekleşen ani bir elektrik akımı, kısa devre veya dielektrik bozulması dır. Statik elektriğin artışı sürtünme ile yüklenmeden veya elektrostatik indüksiyondan kaynaklanabilir. ESD, farklı yüklü iki nesne bir araya getirildiğinde veya aralarındaki dielektrik bozulduğunda genellikle görülebilir bir kıvılcım yaratarak meydana gelir.

Yüzey katmanı etkisi ; akım yoğunluğu iletkenin yüzeyinin yakınında en büyük olacak şekilde bir iletken içinde dağıtılan bir alternatif elektrik akımı (AC) eğilimidir ve iletkenin derinliklerinde azalır. Elektrik akımı, iletkenin dış yüzeyi ile yüzey derinliği denilen bir derinlik arasında ağırlıklı olarak akar. Yüzey etkisi yüzey derinliğinin küçük olduğu yerlerde yüksek frekanslar için iletkenin direncinin artmasına sebep olur. Böylece, iletkenin kesitinin etkisini azaltır. Deri etkisi alternatif akımdan kaynaklanan değişen manyetik alanın neden olduğu Eddy akımına karşıt kaynaklanmaktadır. 60 Hz'de bakır'ın yüzey derinliği yaklaşık 8,5 mm. Yüksek frekanslarda yüzey derinliği çok daha küçük olur. Yüzey etkisi nedeniyle artan AC direnç özel dokuma litz tel kullanılarak hafifletilebilir. Çünkü büyük bir iletkenin iç akımını çok az taşır. Ayrıca bu tür boru gibi boru şeklinde iletkenler ağırlık ve maliyet tasarrufu için kullanılabilir.

Koruyucu gazaltı tungsten ark kaynağı (GTAW) ya da diğer adıyla tungsten asal gaz (TIG) kaynağı; bir ark kaynağı çeşididir. Kullanımda bir sarf malzeme olan tungsten elektrot ark üreterek iş parçası üzerinde kaynak operasyonu meydana getirir. Kaynak alanı asal gaz korumalı ve atmosferik kirlenmeyi engelleyen bir yapı oluşturur. Asal koruyucu gaz ve bir dolgu metali normalde kullanılmış olsa da bazı kaynaklarda, bilindiği gibi otojen kaynakta ilave dolgu malzemesi gerektirmeyen şekilde kaynak yapılabilir.. Bir sabit akım kaynağı güç kaynağı ürettiği elektrik enerjisiyle tungsten elektrot ile kaynak yapılacak malzeme arasında ark meydana getirilir. Bu esnada yüksek ark enerjisiyle iyonize gaz ve metal buharı bir ergimiş plazma oluşturur.
Gaz metal ark kaynağı (GMAW) bazen alt tipleri metal inert gaz (MIG) ve metal aktif gaz (MAG) ile anılır, sarf malzemesi MIG tel elektrot ile iş parçası metal (ler) ini ısıtır ve füzyon yapmalarına neden olur.

Döküm, metal işçiliği ve mücevher yapımında, sıvı bir metalin amaçlanan şeklin negatif bir izlenimini içeren bir kalıba döküldüğü ve metalurji ve malzeme mühendisliğinin doğrudan iş kolu olan oldukça önemli bir prosestir. Metal, havşa adı verilen içi boş bir kanaldan kalıba dökülür. Daha sonra metal ve kalıp soğutulur ve metal kısım (döküm) çıkarılır. Döküm genellikle diğer yöntemlerle yapılması zor veya ekonomik olmayan karmaşık geometriler üretmek için kullanılır.

Punta kaynağı elektrik akımına dirençten elde edilen ısıyla birbirine temas eden metal yüzey noktalarının birleştirildiği sac metal ürünlerine kaynak yapmakta kullanılan bir elektrikli direnç kaynağı türüdür.

Endüstriyel süreç, genellikle büyük ölçeklerde gerçekleştirilen, bir malın veya malların üretimini sağlamak için kimyasal, fiziksel, elektriksel veya mekanik adımlardan oluşan işlemlerdir. Endüstriyel süreçler, ağır sanayinin temel bileşenleridir.

Elektrikli deşarjlı işleme (EDM), dalma erozyon ve tel erozyon elektriksel deşarj (kıvılcım) kullanılarak istenilen şeklin elde edildiği bir metal işlemedir..

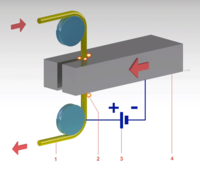
Tel çekme, teli tek veya bir dizi çekme kalıbından çekerek telin enine kesitini azaltmak için kullanılan bir metal işleme sürecidir. Elektrik kabloları, kablolar, gerilim yüklü yapısal bileşenler, yaylar, ataçlar, tekerlek parmakları ve telli müzik aletleri dahil olmak üzere tel çekme işlemi gören birçok ürün vardır. Süreçler benzer olmasına rağmen, çekme işlemi ekstrüzyondan farklıdır, çünkü çekmede tel, kalıptan itilmek yerine çekilmektedir. Çekme genellikle oda sıcaklığında gerçekleştirilir, bu nedenle soğuk işleme süreci olarak sınıflandırılır, ancak malzemeye uygulanan kuvvetleri azaltmak için büyük teller için yüksek sıcaklıklarda gerçekleştirilebilir.

Tozaltı ark kaynağı (SAW), kaynak için gerekli ısının sürekli beslenen bir elektrot ile iş parçası arasında oluşan ark ile ortaya çıktığı ve ayrı bir kanaldan kaynak yerine dökülen toz ile koruma sağlandığı bir ark kaynak yöntemidir. Genellikle kalın sacların kaynağında kullanılan tozaltı ark kaynağında ark, bir toz tabakası altında görünmez bir şekilde yanar.