Döküm


Döküm, metal işçiliği ve mücevher yapımında, sıvı bir metalin (genellikle bir pota ile) amaçlanan şeklin negatif bir izlenimini (yani, 3 boyutlu negatif görüntü) içeren bir kalıba döküldüğü ve metalurji ve malzeme mühendisliğinin doğrudan iş kolu olan oldukça önemli bir prosestir. Metal, havşa adı verilen içi boş bir kanaldan kalıba dökülür. Daha sonra metal ve kalıp soğutulur ve metal kısım (döküm) çıkarılır. Döküm genellikle diğer yöntemlerle yapılması zor veya ekonomik olmayan karmaşık geometriler üretmek için kullanılır.[1]
Döküm işlemi binlerce yıldır bilinmektedir ve heykel (özellikle bronzdan), değerli metallerden takılar, silahlar ve aletler üretmek için yaygın olarak kullanılmaktadır. Geleneksel teknikler arasında hassas döküm (savurma döküm ve vakum destekli doğrudan döküm olarak ayrılabilir), alçı kalıba döküm ve kum dökümü yer alır.
Modern döküm işlemi iki ana kategoriye ayrılır: atılabilir kalıp ve atılamaz kalıp döküm. Ayrıca kum veya metal gibi kalıp malzemesi ve yerçekimi, vakum veya düşük basınç gibi dökme yöntemi ile alt kategorilere ayrılabilir.[2]
Harcanabilen kalıpların dökümü
Atılabilir kalıp döküm kum, plastik, kabuk, alçı ve hassas kalıpları içeren genel bir sınıflandırmadır. Bu döküm yönteminde geçici, tekrar kullanılamayan kalıplar kullanılır.
Kum dökümü
Kum dökümü en popüler ve en basit döküm türlerinden biridir ve yüzyıllardır kullanılmaktadır. Kum döküm, kokil kalıp dökümden daha küçük partilere izin verir ve çok makul bir maliyetle üretim sağlar. Bu yöntem, üreticilerin düşük maliyetle ürünler oluşturmasına izin vermekle kalmaz, aynı zamanda kum dökümün çok az sayıda ürün üretilebilen işlemler gibi başka avantajları da vardır. Süreçte kullanılan kalıplar avuca sığacak kadar küçük veya tren yatağında taşınacak kadar büyük olabilir. Kum dökümü ile, kalıplar için kullanılan kum tipine bağlı olarak çoğu metalin dökülmesi mümkündür.[3]
Kum dökümde yüksek hızlarda üretim için (1-20 parça/saat-kalıp) günler veya haftalarca hazırlık yapılması gerekebilir ama büyük hacimli üretim için eşsizdir. Siyah renkli yaş (nemli) kumun neredeyse hiç ağırlık sınırı olmamasına rağmen kuru kumun ağırlığı 2.300-2.700 kilogram (5.100-6.000 lb) ile sınırlıdır. Minimum parça ağırlığı 0,075-0,1 kg arasında değişir. Kum, killer, kimyasal bağlayıcılar veya polimerize yağlar (motor yağı gibi) kullanılarak bağlanır. Kum çoğu işlemde birçok kez geri dönüştürülebilir ve çok az bakım gerektirir.
Alçı kalıp dökümü
Alçı döküm, kum döküme benzer, ancak kalıp malzemesi olarak kum yerine paris alçısı kullanılır. Genellikle, formun hazırlanması bir haftadan az sürer, bundan sonra 1-10 birim/saat-kalıp üretim oranı elde edilir. 45 kilogram (99 lb) kadar ağır veya 30 gram (1 oz) kadar hafif parçalar çok iyi yüzey kalitesi ve düşük toleranslarda üretilebilir.[4] Alçı döküm, alçının düşük maliyeti ve kesin biçim dökümler üretme kabiliyeti nedeniyle karmaşık parçalar için diğer kalıplama işlemlerine ucuz bir alternatiftir. En büyük dezavantajı, sadece alüminyum, bakır, magnezyum ve çinko gibi düşük erime noktalı demir dışı malzemelerin kullanılabilmesidir.[1]
Kabuk kalıplama
Kabuk kalıplama kum dökümüne benzer, ancak kalıp boşluğu kumla doldurulmaz, sertleştirilmiş bir kum kabuğu kullanılır. Kullanılan kum, kum döküm kumundan daha incedir ve bir reçine ile karıştırılarak model tarafından ısıtılır ve modelin etrafında bir kabuk olarak sertleşir. Reçine ve daha ince kum nedeniyle çok daha pürüzsüz bir yüzey kalitesi sağlanır. Proses, kum döküme göre otomasyona daha uygundur ve daha iyi bir yüzey kalitesi verir. Dökülen yaygın metaller arasında dökme demir, alüminyum, magnezyum ve bakır alaşımları bulunur. Bu işlem, küçük ile orta boy karmaşık geometriye sahip parçalar için idealdir.
Hassas döküm
Hassa döküm binlerce yıldır uygulanan bir işlemdir, balmumunun eritildiği döküm işlemi bilinen en eski metal şekillendirme tekniklerinden biridir. 5000 yıl önceki balmumundan yapılmış şekillerden günümüzün yüksek teknoloji mumlarına, refrakter malzemelere ve özel alaşımlara kadar, bu döküm yöntemi yüksek kaliteli bileşenlerin doğru, tekrarlanabilir, çok yönlü ve parça bütünlüğü gibi temel faydalar ile üretilmesini sağlar.
Hassas dökümde model refrakter bir malzeme kaplanır. Balmumu desenleri, kalıp yapımı sırasında karşılaşılan kuvvetlere dayanacak kadar güçlü olmadıkları için aşırı dikkat gerektirir. Hassas dökümünün bir avantajı, balmumunun tekrar kullanılabilmesidir.[4]
İşlem, çeşitli farklı metallerden ve yüksek performanslı alaşımlardan kesin biçim bileşenlerin tekrarlanabilir üretimi için uygundur. Genellikle küçük dökümler için kullanılmasına rağmen, bu işlem 3000 kilograma ulaşan çelik ve 300 kilograma ulaşan alüminyum dökümle komple uçak kapı çerçevelerini üretmek için kullanılmıştır. Basınçlı döküm veya kum döküm gibi diğer döküm işlemlerine kıyasla pahalı bir işlem olabilir. Bununla birlikte, hassas döküm kullanılarak üretilebilen bileşenler karmaşık konturlar içerebilir ve çoğu durumda bileşenler kesin biçime yakın bir şekilde dökülür, bu nedenle döküldükten sonra çok az yeniden işleme gerektirir veya hiç yeniden işleme gerektirmez.
Uçucu (evaporatif) kalıp dökümü
Bu, dökme sırasında buharlaşan model malzemeleri kullanan bir döküm işlemi sınıfıdır, yani dökümden önce model kalıptan çıkarmaya gerek yoktur. İki ana işlem kayıp köpük döküm ve tam kalıp dökümdür.
Kayıp köpük dökümü
Kayıp köpük dökümü, kalıp için balmumu yerine köpük kullanılması dışında hassas döküme benzeyen bir tür evaporatif kalıp döküm işlemidir. Bu işlemde balmumunu kalıptan eriterek çıkarma ihtiyacı ortadan kaldırılarak hassas döküm işlemini basitleştirmek için düşük kaynama noktalı köpükten yararlanılır.
Tam kalıp döküm
Tam kalıp döküm, kum dökümü ve kaybolan köpük dökümünden oluşan bir evaporatif kalıp döküm işlemidir. Kum döküm gibi kumla çevrelenmiş genişletilmiş polistiren köpük model kullanılır. Metal doğrudan kalıba dökülür, temas üzerine köpük buharlaşır.
Harcanamayan kalıpların dökümü

Atılamaz kalıp döküm, kalıbın her üretim döngüsünden sonra yeniden biçimlendirilmesi gerekmediği için atılabilir kalıp işlemlerinden farklıdır. Bu teknik en az dört farklı yöntem içerir: kokil, basınçlı, savurma ve kesintisiz döküm. Bu döküm şekli, üretilen parçalarda daha iyi tekrarlanabilirlik sağlar ve yakın kesin biçim sonuçları verir.
Kokil kalıp döküm
Kokil kalıp döküm, genellikle metalden yapılmış yeniden kullanılabilir kalıplar (kokil kalıplar) kullanan bir metal döküm işlemidir. En yaygın işlem türünde kalıbı doldurmak için yerçekimi kullanılır. Bununla birlikte, gaz basıncı veya vakum da kullanılabilir. Bulamaç döküm olarak adlandırılan tipik yerçekimi döküm işleminin bir varyasyonuyla içi boş dökümler üretir. Yaygın döküm metalleri alüminyum, magnezyum ve bakır alaşımlarıdır. Bu yöntemde kullanılan diğer malzemeler arasında kalay, çinko ve kurşun alaşımları ile grafit kalıplara dökülen demir ve çelik yer alır. Kokil kalıplar, dökümde birden fazla defa kullanılabilir ancak aşınmadan dolayı sınırlı bir ömre sahiptir.
Basınçlı döküm
Basınçlı döküm işleminde, ergimiş metal yüksek basınç altında kalıp boşluklarına (blok malzemeden işlenir) akıtılır. Çoğu basınçlı döküm demir dışı metallerden, özellikle çinko, bakır ve alüminyum bazlı alaşımlardan yapılır, ancak demirli metal basınçlı döküm de mümkündür. Basınçlı döküm yöntemi özellikle iyi detay, yüksek yüzey kalitesi ve boyut tutarlılığı ile birçok küçük ila orta boylu parçalar üretilen uygulamalar için uygundur.
Savurma döküm
Bu işlemde, kalıp içine ergimiş metal dökülür ve kalıp dönerken katılaşmaya bırakılır. Metal, dönme ekseninde kalıbın ortasına dökülür. Merkezkaç kuvveti nedeniyle sıvı metal çevreye doğru akar.
Savurma döküm hem yerçekiminden hem de basınçtan bağımsızdır, çünkü bir eğirme haznesinde tutulan geçici bir kum kalıbı kullanarak kendi kuvvet beslemesini oluşturur. Teslim süresi uygulamaya göre değişir. Yarı ve gerçek savurma işleminde tipik olarak 2,3-2,5 kilogram ağırlığında parçalardan oluşan yaklaşık 9000 kilo ağırlığında bir grup parça 30-50 parça/saat-kalıp verimle üretilebilir.
Endüstriyel olarak, savurma dökümle demiryolu tekerleklerinin üretilmesi bu yöntemin ilk uygulamalarından biriydi ve Alman sanayi şirketi Krupp tarafından geliştirilen yöntem şirketin hızla büyümesini sağladı.
Mücevherat gibi küçük sanat eserleri genellikle bu yöntemle kayıp balmumu işlemi kullanılarak dökülür, çünkü uygulanan kuvvetle yüksek viskoziteye sahip sıvı metallerin çok küçük geçitlerden yaprak ve taç yaprakları gibi ince detaylara akışı sağlanır. Bu etki, takı dökümünde de uygulanan vakumda dökümün faydalarına benzer.
Sürekli döküm
Kesintisiz döküm, değişmeyen bir enine kesite sahip metal parçaların sürekli, yüksek hacimli üretimi için döküm işleminin iyileştirilmiş halidir. Ergimiş metal açık uçlu su soğutmalı bir kalıba dökülür, bu da merkezi sıvı halde olan metalin etrafında katı bir "cilt" oluşmasını sağlar ve metal aşamalı olarak dıştan içe katılaşır. Katılaşmadan sonra kordon kalıptan kesintisiz bir şekilde çekilir. Kordon, mekanik makaslar veya oksi-asetilen şaloma ile önceden belirlenmiş uzunluklarda kesilir. Kesilmiş parçalar ya takip eden şekillendirme işlemlerine aktarılır ya da depolanır. Döküm büyüklükleri şeritten (birkaç milimetre kalınlık ve yaklaşık beş metre genişlik) kütüğe (90 ile 160 mm kare profil) ve slaba (1,25 m genişlik 230 mm kalınlık) kadar değişebilir. Bazen kordon kesilmeden önce sıcak haddeleme işleminden geçebilir
Kesintisiz döküm standart ürünlerin düşük üretim maliyetleri ve yüksek kaliteli nihai ürün üretimi için kullanılır. Çelik, bakır, alüminyum ve kurşun gibi metaller kesintisiz dökümle üretilir. Bunların içinde çelik en yüksek tonajla üretilen metaldir.
Terminoloji
Metal döküm işlemlerinde aşağıdaki terminoloji kullanır:[5]
- Model: Kalıp boşluğunu oluşturmak için kullanılan üretilmek istenen parçanın yaklaşık bir kopyası
- Kalıp malzemesi: Model etrafına doldurulan ve model çıkarıldıktan sonra döküm malzemesinin döküleceği boşluğu oluşturan malzeme
- Derece: Kalıp malzemesini tutan sert ahşap veya metal çerçeve.
- Maça: Kalıpta delik, boşluk gibi iç özellikler üreten bir genellikle kumdan yapılan kalıplama unsuru.
- Maça başı: Maçayı bulmak ve desteklemek için kullanılan modele, maçaya veya kalıba eklenen bölge
- Kalıp boşluğu: Dökülen malzemenin doldurduğu, maça ve malzemenin aktığı yolların birleşiminden oluşan açık alan
- Besleyici: Kalıpta, katılaşma sırasında çekintiyi telafi etmek için ergimiş malzeme ile doldurulan fazladan boşluk
- Yolluk sistemi: Ergimiş malzemeyi kalıp boşluklarına ileten bağlı kanallar ağı
- Döküm havuzu (havşa): Yolluk sisteminin dökme kabından ergimiş malzemeyi alan kısmı
- Düşey yolluk (huni): Yolluk sisteminin dikey kısmı olarak havşadan düşey yolluğa bağlanır. Düşey yolluğun diğer ucu yatay yolluğa bağlanır.
- Yatay yolluk (curufluk): Düşey yollukları giriş yolluklara bağlayan yolluk sisteminin yatay kısmı
- Giriş yolluğu (meme): Yatay yolluktan kalıp boşluğuna açılan kontrollü girişler
- Havalandırma delikleri: Döküm sırasında oluşan gazlar için bir kaçış sağlayan ilave kanallar
- Ayrım çizgisi veya ayırma yüzeyi: Kalıp, derece veya modelin alt ve üst yarıları arasındaki arayüz
- Çıkma açısı: Döküm veya kalıp üzerindeki, kalıbın çıkarılmasına yardımcı olan konik şekil
- Maça sandığı: Maça üretmek için kullanılan kalıp
- Maça desteği/çivisi (saport): Dökümden sonra dökümün parçası olan maçayı tutan ve destekleyen uzun dikey tutma çubuğu
Basınçlı döküm gibi bazı özel işlemlerin ek terminolojisi vardır.
Teori
Döküm bir katılaştırma işlemidir, yani katılaşma fenomeni dökümün özelliklerinin çoğunu kontrol eder. Ayrıca, gaz porozitesi ve katılaşma çekintisi gibi döküm kusurlarının çoğu, katılaşma sırasında meydana gelir.[6]
Katılaşma iki aşamada gerçekleşir: çekirdeklenme ve kristal büyümesi. Çekirdeklenme aşamasında sıvı içinde katı parçacıklar oluşur. Bu parçacıklar oluşturduklarında iç enerjileri onları çevreleyen sıvıdan daha düşüktür, bu da sıvı ile katı madde arasında bir enerji arayüzü oluşturur. Bu arayüz sınırında yüzey oluşumu enerji gerektirir, bu nedenle çekirdeklenme meydana geldiğinde malzemenin sıcaklığı donma sıcaklığının altına düşer, yani arayüz yüzeylerini oluşturmak için gereken ekstra enerji nedeniyle gereğinden fazla soğur. Daha sonra kristal büyüme aşaması için yeniden çökelme yapar veya katılaşma sıcaklığına kadar ısınır. Nükleasyon, önceden var olan bir katı yüzeyde meydana gelir, çünkü tam bir küresel arayüz yüzeyi için olduğu gibi, kısmi bir arayüz yüzeyi için de fazla enerji gerekmez. Bu avantajlı olabilir, çünkü küçük tanecikli dökümler kaba tanecikli dökümlerden daha iyi özelliklere sahiptir. İnce tanecikli bir yapı, nükleasyonu başlatmak için saf yapının bozulduğu tanelerin inceltilmesi veya aşılanması ile indüklenebilir.[1]
Çekirdeklerin tümü, füzyon ısısı sıvı kalmayıncaya kadar sıvıdan ısı emildikçe büyüyen bir kristali temsil eder. Büyümenin yönü, oranı ve tipi dökümün özelliklerini en üst düzeye çıkarmak için kontrol edilebilir. Yönlü katılaşma, malzemenin bir uçta katılaşıp katılaşmanın diğer uca ilerlemesidir; sıvı malzemenin çekilmeyi telafi etmesine izin verdiği için en ideal çekirdek gelişmesi türüdür.[1]
Soğutma eğrileri

Soğutma eğrileri dökümün kalitesini kontrol etmede önemlidir. Soğutma eğrisinin en önemli kısmı, mikroyapıyı ve özellikleri etkileyen soğutma hızıdır. Genel olarak, dökümün hızlı bir şekilde soğutulan bir alanı ufak bir tanecik yapısına sahip olacak ve yavaşça soğuyan bir alan büyük bir tanecik yapısına sahip olacaktır. Aşağıda, terminolojiyi tanımlayan saf bir metal veya ötektik alaşımın soğutma eğrisi örneği verilmiştir.[1]
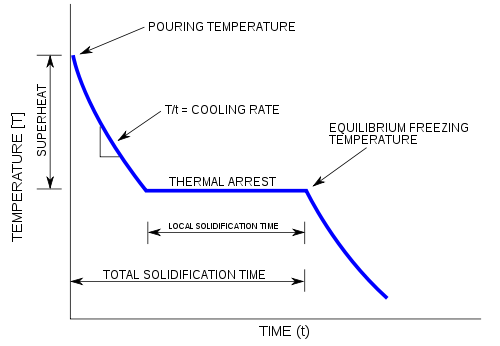
Termal duraklamadan önce malzemenin bir sıvı olduğunu ve bundan sonra malzemenin katı olduğunu unutmayın; termal duraklama sırasında malzeme bir sıvıdan bir katıya dönüşmektedir. Ayrıca, aşırı ısınma arttıkça, sıvı malzemenin karmaşık detaylara akması için daha fazla zaman olduğunu unutmayın.[7]
Yukarıdaki soğutma eğrisi saf bir metalin temel durumu gösterir, ancak çoğu döküm aşağıda gösterildiği gibi bir soğutma eğrisine sahip olan alaşımlardan oluşur.
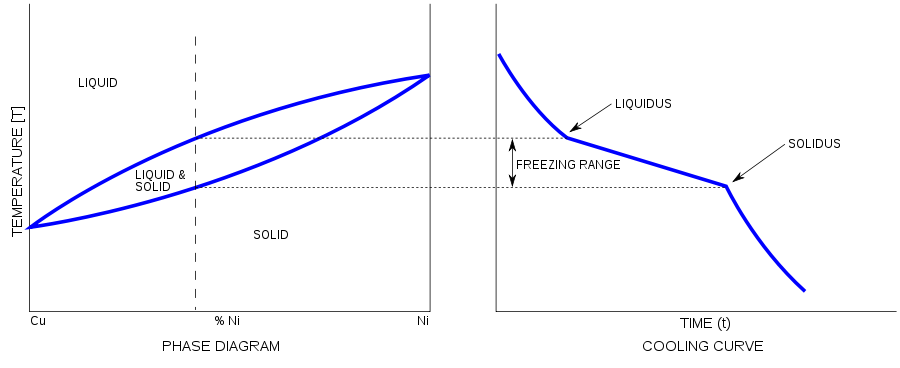
Artık termal duraklama olmadığını, bunun yerine donma aralığının olduğunu unutmayın. Donma aralığı, doğrudan spesifik alaşımın faz diyagramında bulunan liquidus ve solidusa karşılık gelir.
Chvorinov kuralı
Yerel katılaşma süresi Chvorinov'un kuralı kullanılarak hesaplanabilir:

Burada t, katılaşma süresi, V, dökümün hacmi, A, kalıba temas eden dökümün yüzey alanıdır, n, bir sabittir ve B, kalıp sabitidir. Bir besleyicinin dökümden önce katılaşıp katılaşmayacağının belirlenmesinde çok yararlıdır, çünkü yükseltici dökümden önce katılaşmamalıdır.[8]
Yolluk sistemi
Yolluk sistemi birçok amaca hizmet eder, en önemlisi sıvı malzemeyi kalıba taşımaktır, aynı zamanda çekilmeyi, sıvının hızını, türbülansı ve curufun hapsedilmesini kontrol eder. Memeler, çekilmeyi kontrol etmeye yardımcı olmak için genellikle dökümün en kalın kısmına tutturulur. Özellikle büyük dökümlerde metalin kalıp boşluğunda birden fazla noktadan akması için birden fazla curufluk veya meme gerekebilir. Malzemenin hızı önemlidir, çünkü malzeme çok yavaş hareket ederse, döküm boşluğu tamamen dolmadan önce metal soğuyabilir, bu da yanlış akışlara ve soğuk kapanmaya yol açabilir. Malzeme çok hızlı hareket ediyorsa, sıvı malzeme kalıbı aşındırabilir ve döküm parçanın içine yabancı madde karışabilir. Yolluk sisteminin şekli ve uzunluğu, malzemenin ne kadar hızlı soğuduğunu da kontrol edebilir; kısa yuvarlak veya kare kanallar ısı kaybını en aza indirir.[9]
Yolluk sistemi dökülen malzemeye göre türbülansı düşürecek şekilde tasarlanabilir. Örneğin çelik, dökme demir ve çoğu bakır alaşımı türbülansa duyarsızdır ama alüminyum ve magnezyum alaşımları türbülanstan etkilenir. Türbülanstan etkilenmeyen malzemelerin yolluk sistemi genellikle açık ve kısa olur ki kalıp olabildiğince hızlı doldurulabilsin. Ancak türbülanstan etkilenen malzemeler için kısa huni kullanılarak malzemenin kalıba girerken gideceği mesafe kısaltılmaya çalışılır. Dikdörtgen dökme kapları ve açılı huniler malzeme kalıba akarken girdap oluşumunu engellemek için kullanılır; bu girdaplar kalıbın içine gaz ve oksitleri çeker. Büyük bir huni sıvı malzeme kalıba akarken kinetik enerjisinin azaltılması, böylece türbülansın azaltılması için kullanılır. Yolluk sisteminde akışı kontrol etmeye yarıyan en dar kesime sahip alan olan boğma huniye yakın bir yere yerleştirilirse akışın yavaş ve düzenli olmasını sağlar. Bazı kalıplarda boğmanın parçanın ayrılmasını kolaylaştırmak için memeye yerleştirildiğin unutmayın ama bu da büyük türbülansa yol açar.[10] Memeler genellikle türbülans ve sıçramayı önlemek için döküm parçanın en altına yerleştirilir.[9]
Yolluk sistemi cürufu ayırmak ayırmak için de tasarlanabilir. Bir yöntem cürufun ana malzemeden daha hafif olması ve yolluk sisteminin üstünden akmasından faydalanır. Böylece uzun yatay curuflukların alt tarafından çıkan memeler sayesinde cüruf curuflukta tutulabilir; ince curufluklar yuvarlak veya kare curufluklardan daha hızlı soğur. Cürufun yoğunluğunun ana malzemenin yoğunluğuna yakın olduğu durumlarda, örneğin alüminyum, curufluk uzatmaları ve curufluk havuzları işe yarayabilir. Bunlar cürufun genellikle akışın başında olmasından yararlanır. Böylece curufluk son memenin ötesine kadar gider ve bu kirler havuzlarda toplanır. Kirlilikleri toplamak için filtreler de kullanılabilir.[10]
Yolluk sisteminin boyutları olabildiğince küçük olmalıdır çünkü bu sistemin tamamı döküm parçadan kesilip yeniden kullanılmak üzere eritilir. Bir döküm sisteminin verimliliği dökülen metal miktarının döküm parçanın ağırlığına bölümünden hesaplanabilir. Bu sayı ne kadar büyükse yolluk sistemi o kadar verimlidir.[1]
Çekinti
Üç tür çekinti vardır: sıvının çekintisi, katılaşma çekintisi ve modelci çekintisi. Sıvının çekintisi nadiren bir problemdir çünkü kalıba arkasından daha fazla malzeme akar. Katılaşma çekintisi, metallerin bir sıvı olarak bir katıdan daha az yoğun olması nedeniyle oluşur, bu nedenle katılaşma sırasında metal yoğunluğu önemli ölçüde artar. Modelci çekintisi, malzeme katılaşma sıcaklığından termal büzülme nedeniyle oda sıcaklığına soğutulduğunda ortaya çıkan büzülmeyi ifade eder.[11]
Katılaşma çekintisi
| Metal | Yüzde |
|---|---|
| Alüminyum | 6,6 |
| Bakır | 4,9 |
| Magnezyum | 4,0 veya 4,2 |
| Çinko | 3,7 veya 6,5 |
| Düşük karbonlu çelik | 2,5-3,0 |
| Yüksek karbonlu çelik | 4,0 |
| Beyaz dökme demir | 4,0-5,5 |
| Gri dökme demir | -2,5-1,6 |
| Sünek dökme demir | -4,5-2,7 |
Çoğu malzeme katılaştıkça çekinir, ancak bitişik tablonun da gösterdiği gibi, gri dökme demir gibi birkaç malzeme çekinmez. Katılaşma üzerine çekinen malzemeler için çekinti tipi, malzeme için donma aralığının ne kadar geniş olduğuna bağlıdır. 50 °C (122 °F) az olan dar donma aralığına sahip malzemeler için,[14] boru olarak bilinen bir boşluk dökümün merkezinde oluşur, çünkü dış kabuk önce donar ve kademeli olarak merkeze katılaşır. Saf ve ötektik metaller genellikle dar katılaşma aralıklarına sahiptir. Bu malzemeler açık hava kalıplarında bir deri oluşturma eğilimindedir, bu nedenle deri oluşturan alaşımlar olarak bilinirler. 110 °C (230 °F) fazla, geniş donma aralığına sahip malzemeler için, dökümün çok daha fazlası, yumşak veya bulamaç bölgeyi (solidus ve liquidus arasındaki sıcaklık aralığı) işgal eder, bu da boyunca sıkışmış küçük sıvı ceplerine ve nihayetinde poroziteye yol açar. Bu dökümler zayıf süneklik, tokluk ve yorulma direncine sahip olma eğilimindedir. Ayrıca, bu tür malzemelerin sıvı geçirmez olması için, dökümün daha düşük bir erime noktalı metal veya reçine ile emprenye edilmesi için ikincil bir işlem gereklidir.[12][15]
Dar katılaşma aralıklarına sahip malzemeler için boru oluşumu yönlü katılaşmayı teşvik eden boşluklar tasarlanmasıyla aşılabilir, bu da dökümün memeden en uzak noktada donup ardından memeye doğru giderek katılaştığı anlamına gelir. Bu, çekintiyi telafi etmek için sürekli katılaşma noktasında sıvı malzemenin beslenmesini sağlar. Nihai malzemenin katılaştığı yerde hala bir büzülme boşluğu olduğuna dikkat edin, ancak uygun şekilde tasarlanırsa, bu, yolluk sisteminde veya besleyicide olacaktır.[12]
Besleyiciler
Besleyiciler yönelimsel katılaşma sağlamanın en kolay yoludur. Katılaşma çekintisini önlemek için katılaşan döküm malzemesine sıvı metal sağlar. Besleyicinin düzgün çalışabilmesi için besleyici döküm parçadan sonra soğumaldır, yoksa döküm içindeki çekintiye karşı sıvı metal akışı sağlayamaz. Besleyiciler döküm maliyetinin arttırır öünkü döküm verimini düşürürler; yani her dökümden sonra daha fazla metal hurda olarak kesilir. Yönelimsel katılaşmayı sağlamanın bir başka yolu da kalıba çil eklemektir. Çil, ısıyı kalıp için kullanılan malzemeden daha hızlı uzaklaştıran herhangi bir maddedir.[16]
Besleyiciler üç kritere göre sınıflanır. Birinci besleyicinin havaya açık olmasıdır, böyleyse açık besleyici, kapalıysa kör besleyici olarak adlandırılır. İkinci kriter yeri ile ilgilidir; eğer döküm parçanın üstündeyse üst besleyici, döküm parçanın yanındaysa yan besleyici olarak adlandırılır. Son olarak besleyici yolluk sistemine bağlı, yani kalıp boşluğu dolduktan sonra doluyorsa canlı veya sıcak besleyici, eğer kalıp boşluğundan geçen sıvıyla doluyorsa ölü veya soğuk besleyici olarak adlandırılır.[1]
Besleyici destekleri besleyicinin yönelimsel katılaşma etkisine destek olmak veya besleyici sayısını azaltmak için kullanılır. Bunlardan biri kalıbın çeşitli yerlerindeki soğumayı hızlandıran çildir. İki türü vardır: iç ve dış çiller. Dış çiller yüksek ısı kapasitesi ve ısı iletkenliğine sahip döküm boşluğunun kenarına konan kütlelerdir. İç çiller dökülen maddeden yapılmış, döküm boşluğuna konan ve prosesin sonunda dökümün bir parçası olan malzemedir. Besleyici gömleği ve kapağı besleyicinin etrafına yalıtım amacıyla besleyicinin soğumasını yavaşlatmak için konabilir. Besleyicinin etrafına veya üstüne katılaşmayı yavaşlatmak için ısıtıcı bobinler takılabilir.[17]
Modelci çekintisi
| Metal | Yüzde |
|---|---|
| Alüminyum | 1,0-1,3 |
| Pirinç | 1,5 |
| Magnezyum | 1,0-1,3 |
| Dökme demir | 0,8-1,0 |
| Çelik | 1,5-2,0 |
Katılaşma sonrası çekinti, özellikle kullanılan alaşım için tasarlanmış büyük boyutlu bir model kullanılarak önlenebilir. Büzülme yasası veya çekinti yasası bu tarz çekintiyi telafi etmek için büyük model yapımında kullanılır.[18] Bunun için kullanılan cetveller, dökülen malzemeye bağlı olarak %2,5'e kadar büyük boyutta model yapılamasını gerektirir.[17] Cetveller yüzdesel değişimine göre adlandırılır. Mevcut bir parçayı eşleştirmek için yapılmış bir model şu şekilde yapılır: İlk önce, mevcut parça standart bir cetvel kullanılarak ölçülür, ardından model oluşturulurken modelci çekinti cetveli kullanalar döküm parçanın doğru boyuta çekmesini sağlar.
Modelci çekintisinin faz değişim dönüşümlerini dikkate almadığını unutmayın. Örneğin, ötektik reaksiyonlar, martenzitik reaksiyonlar ve grafit oluşumu açılımlara veya kasılmalara neden olabilir.[18]
Kalıp boşluğu
Bir dökümün kalıp boşluğu, çeşitli nedenlerden dolayı bitmiş parçanın kesin boyutlarını yansıtmaz. Kalıp boşluğundaki bu modifikasyonlar, pay olarak bilinir ve modelci çekintisi, çekme, işlemesini ve bozulmaları telafi etmek için eklenir. Atılamaz işlemlerde, bu paylar doğrudan kalıcı kalıba eklenir, ancak atılabilir kalıp işlemlerinde, daha sonra kalıp boşluğunu oluşturan modellere uygulanır.[18] Atılamaz kalıplar çalışma sıcaklığına kadar ısındığı için kalıbın boyutsal değişimi yüksek sıcaklığa göre tasarlanmalıdır.[19]
Dökümün kalıbın ayırma çizgisine dik olan yüzeyleri için bir çekme eklenmelidir. Böylece döküm, atılamaz işlemlerde serbest bırakılabilir veya kalıp, atılabilir işlemlerde döküm kalıbı parçalamadan kalıptan çıkarılabilir. Gerekli çekim açısı, döküm geometrisinin boyutuna ve şekline, kalıp boşluğunun derinliğine, parçanın veya modelin kalıptan nasıl çıkarıldığına, model veya parça malzemesine, kalıp malzemesine ve işlem türüne bağlıdır. Genellikle çekim % 1'den az değildir.[18]
İşleme payı bir işlemden diğerine büyük ölçüde değişir. Kum dökümler genellikle pürüzlü bir yüzey kalitesine sahiptir, bu nedenle daha büyük bir işleme payı gerektirir, oysa basınçlı döküm, herhangi bir işleme toleransı gerektirmeyen çok pürüzsüz yüzeye sahiptir. Ayrıca, çekim, işleme payı için yeterli olabilir.[19]
Bozulma payı sadece belirli geometriler için gereklidir. Örneğin, U-şekilli dökümler, bacaklar dışa doğru yayılırken bozulma eğilimi gösterecektir, çünkü şeklin tabanı, bacaklar kalıp tarafından kısıtlanırken büzülebilir. Bu, bacağın başlangıçta eğimli olması için kalıp boşluğu tasarlanarak aşılabilir. Ayrıca, uzun yatay bölümler, kaburgalar dahil edilmezse ortada sarkma eğilimi gösterir, bu nedenle bir distorsiyon payı gerekebilir.[19]
Maçalar, iç özellikler üretmek için hassas kalıp işlemlerinde kullanılabilir. Maça metalden olabilir, ancak genellikle kumdan yapılır.
Doldurma
Kalıp boşluğunu doldurmak için birkaç yaygın yöntem vardır: yerçekimi, düşük basınç, yüksek basınç ve vakum.[20]
Karşı yerçekimi dolgusu olarak da bilinen vakumlu dolgu, yerçekimi dökülmesinden daha verimlidir, çünkü yolluk sisteminde daha az malzeme katılaşır. Yerçekimi dökümü, vakum dökümünün %60 ile 95 arasındaki verimine kıyasla sadece %15 ile 50 verime sahiptir. Ayrıca daha az türbülans vardır, bu nedenle türbülans kontrolü gerekmediği için yolluk sistemi basitleştirilebilir. Ayrıca metal, havuzun altından çekildiğinden, metal cüruf içermez, çünkü bunlar daha düşük yoğunluklu (daha hafif) olduğu için havuzun tepesine doğru yüzer. Basınç farkı, metalin kalıbın her karmaşık boşluğuna akmasına yardımcı olur. Son olarak, tanecik yapısını iyileştiren daha düşük sıcaklıklar kullanılabilir.[20] İlk patentli vakumlu döküm makinesi ve prosesi 1879 yılına dayanır.[21]
Düşük basınçlı dolum 5 ile 15 psi (35 ile 100 kPa) hava basıncını sıvı metali bir besleme borusundan kalıp boşluğuna akıtmak için kullanır. Bu, yerçekimi dökümünde bulunan türbülansı ortadan kaldırır ve yoğunluğu, tekrarlanabilirliği, toleransları ve tanecik homojenliğini arttırır. Döküm katılaştıktan sonra basınç kaldırılır ve kalan sıvı potaya geri döner, bu da verimi artırır.[22]
Eğimli döküm
Eğim dökümü olarak da bilinen eğimli döküm, potaların yolluk sistemine bağlandığı ve her ikisinin de yavaşça döndürüldüğü, böylece metalin kalıp boşluğuna az türbülansla girdiği nadir bir döküm tekniğidir. Amaç türbülansı sınırlandırarak gözenekliliği ve kapanımları azaltmaktır. Çoğu kullanım için eğim döküm mümkün değildir, şu doğal sorundan dolayı mümkün değildir: sistem türbülansı indüklemeyecek kadar yavaş döndürülürse, metal akışının önü katılaşmaya başlar, bu da akışın curuflukta akmamasına neden olabilir. Sistem daha hızlı döndürülürse, uygulamamanın amacına ters bir şekilde türbülansa neden olur. 1800'lü yıllarda Fransız Durville eğimli dökümünü ilk deneyen kişi oldu. Alüminyum bronz alaşımdan madeni para dökerken yüzey kusurlarını azaltmak için kullanmaya çalıştı.[23]
Makroyapı
İngot ve çoğu dökümdeki tane makro yapısı üç ayrı bölgeye veya alana sahiptir: soğutma bölgesi, sütun bölgesi ve eş eksenli bölge.
Soğuma bölgesi dökümün kalıp duvarına değdiği kısımdır ve döküm buradan ısı kaybedip soğuduğu için soğuma bölgesi olarak adlandırılır. Burada katılaşma sürecindeki çekirdeklenme meydana gelir. Isı kaybı arttıkça tanecikler dökümün merkezine doğru büyür. Bunlar döküm yüzeyine dik, ince uzun sütunlar oluşturur ve anizotropik bir yapıları olduğu için istenmeyen türdendir. Son olarak merkezdeki eş eksenli bölgede küresel, rastgele yerleşmiş kristaller bulunur. Bunlar daha tercih edilen türdendir çünkü izotropik yapıdadırlar. Bu yapının oluşması düşük döküm sıcaklığı, alaşımlar veya aşılayıcı eklenerek desteklenebilir.
Muayene
Çelik dökümler için yaygın olarak kullanılan muayene yöntemleri manyetik parçacık testi ve sıvı penetrant testidir.[24] Alüminyum dökümler için yaygın muayene yöntemleri radyografi, ultrasonik test ve sıvı penetrant testidir.[25]
Kusurlar
Döküm işlemi sırasında karşılaşılabilecek bir takım kusurlar vardır. Başlıca türleri: gaz gözenekliliği, çekinti kusurları, kalıp malzemesi kusurları, dökme metal kusurları ve metalurjik kusurlar.
Döküm proses simülasyonu

Döküm proses simülasyonu nümerik metotlar kullanarak parçanın kalitesini kalıbın doluşu, katılaşma ve soğuma açılarından inceler. Dökümün mekanik özellikleri, termal stresler ve çarpılma ile ilgili sayısal sonuçlar verir. Simülasyon döküm parçasının kalitesi ile ilgili üretim başlamadan önce bilgi verir. Döküm süreci istenen döküm parçası özelliklerine göre düzenlenebilir. Bu üretim öncesi numune üretimini azaltmaktan çok daha fazla faydaya sahiptir. Çünkü bütün döküm sürecinin üretim öncesi modellenmesi ile enerji, malzeme ve takımdan tasarruf edilebilir.
Yazılım kullanıcıya parça tasarımı, ergitme yönteminin seçimi ve model ile kalıp tasarımı yöntemi, ısıl işlem ve bitirme işlemleri seçiminde yardımcı olur. Bu bütün üretim süreci boyunca tasarruf edilmesini sağlar.
Döküm proses simülasyonu 1970'li yılların başında genellikle Avrupa ve Amerika'daki üniversitelerde geliştirilmeye başlandı ve son 50 yıl için döküm alanında yapılmış en büyük gelişme olarak kabul edilmektedir. 1980'lerin sonlarından itibaren dökümhanelerin döküm sırasında kalıbın içinde olanlar hakkında daha fazla bilgi sahibi olabileceği ticari yazılımlar çıkmaya başladı
Ayrıca bakınız
Kaynakça
Notlar
- ^ a b c d e f g Degarmo, Black & Kohser 2003
- ^ Degarmo, Black & Kohser 2003, s. 278
- ^ Schleg et al. 2003, chapters 2–4.
- ^ a b Kalpakjian & Schmid 2006.
- ^ Degarmo, Black & Kohser 2003, ss. 278–279
- ^ Degarmo, Black & Kohser 2003, ss. 279–280
- ^ Degarmo, Black & Kohser 2003, s. 281
- ^ Degarmo, Black & Kohser 2003, s. 282
- ^ a b Degarmo, Black & Kohser 2003, s. 284
- ^ a b Degarmo, Black & Kohser 2003, s. 285
- ^ Degarmo, Black & Kohser 2003, ss. 285–286
- ^ a b c Degarmo, Black & Kohser 2003, s. 286
- ^ Stefanescu 2008, s. 66.
- ^ Stefanescu 2008.
- ^ Arşivlenmiş kopya, 12 Haziran 2020 tarihinde kaynağından arşivlendi, erişim tarihi: 9 Haziran 2020
- ^ Degarmo, Black & Kohser 2003, ss. 286–288.
- ^ a b Degarmo, Black & Kohser 2003, s. 288
- ^ a b c d e Degarmo, Black & Kohser 2003, s. 289
- ^ a b c Degarmo, Black & Kohser 2003, s. 290
- ^ a b Degarmo, Black & Kohser 2003.
- ^ Arşivlenmiş kopya, 21 Haziran 2020 tarihinde kaynağından arşivlendi, erişim tarihi: 9 Haziran 2020
- ^ Arşivlenmiş kopya, 8 Mayıs 2020 tarihinde kaynağından arşivlendi, erişim tarihi: 9 Haziran 2020
- ^ Arşivlenmiş kopya, 9 Haziran 2020 tarihinde kaynağından arşivlendi, erişim tarihi: 9 Haziran 2020
- ^ Blair & Stevens 1995, s. 4‐6.
- ^ Kissell & Ferry 2002, s. 73.
Kitaplar
- Blair, Malcolm; Stevens, Thomas L. (1995), Steel castings handbook (İngilizce) (6. bas.), ASM International, ISBN 978-0-87170-556-3
- Degarmo, E. Paul; Black, J T.; Kohser, Ronald A. (2003), Materials and Processes in Manufacturing (9. bas.), Wiley, ISBN 0-471-65653-4.
- Kalpakjian, Serope; Schmid, Steven (2006), Manufacturing Engineering and Technology (5. bas.), Pearson, ISBN 0-13-148965-8.
- Kissel, J. Randolph; Ferry, Robert L. (2002), Aluminum structures: a guide to their specifications and design (İngilizce) (2. bas.), John Wiley and Sons, ISBN 978-0-471-01965-7, 9 Haziran 2020 tarihinde kaynağından arşivlendi, erişim tarihi: 9 Haziran 2020
- Schleg, Frederick P.; Kohloff, Frederick H.; Sylvia, J. Gerin; American Foundry Society (2003), Technology of Metalcasting, American Foundry Society, ISBN 978-0-87433-257-5.
- Stefanescu, Doru Michael (2008), Science and Engineering of Casting Solidification (2. bas.), Springer, ISBN 978-0-387-74609-8, 8 Mayıs 2020 tarihinde kaynağından arşivlendi, erişim tarihi: 9 Haziran 2020.
- Ravi, B (2010), Metal Casting: Computer-aided Design and Analysis (İngilizce) (1. bas.), PHI, ISBN 81-203-2726-8, 13 Mayıs 2020 tarihinde kaynağından arşivlendi, erişim tarihi: 9 Haziran 2020.
Dış bağlantılar
- Etkileşimli döküm tasarımı / imalat örnekleri9 Haziran 2020 tarihinde Wayback Machine sitesinde arşivlendi.
- Döküm veya Dövülerek? Her üretim sürecinin avantajlarına bir bakış
- Umha aois - bronz yaş döküm videoclip
- Viking Bronze - Erken Ortaçağ metal dökümü
- 50 gram ark döküm alaşımının katılaştırılmasıyla ilgili video klip10 Aralık 2015 tarihinde Wayback Machine sitesinde arşivlendi.
- Metalbilim ve Gereçbilim Türkçe-İngilizce Terimler Sözlüğü29 Mart 2016 tarihinde Wayback Machine sitesinde arşivlendi.
- DoITPoMS Öğretme ve Öğrenme Paketi- "Döküm"23 Temmuz 2020 tarihinde Wayback Machine sitesinde arşivlendi.
- Global Metal Döküm İstatistikleri4 Mart 2016 tarihinde Wayback Machine sitesinde arşivlendi.












